Article
citation information:
Vyshnepolskyi,
Y., Pavlenko, D., Tumarchenko, L. Innovative approach to
ensuring the quality of gas turbine engine parts produced by selective
laser sintering for UAV. Scientific Journal of Silesian University of
Technology. Series Transport. 2024, 124,
243-260. ISSN: 0209-3324. DOI: https://doi.org/10.20858/sjsutst.2024.124.17.
Yevhen VYSHNEPOLSKYI[1],
Dmytro PAVLENKO[2],
Larysa TUMARCHENKO[3]
INNOVATIVE
APPROACH TO ENSURING THE QUALITY OF GAS TURBINE ENGINE PARTS PRODUCED BY
SELECTIVE LASER SINTERING FOR UAV
Summary. The research objects
are gas turbine engines parts, manufactured using an innovative method of
additive manufacturing – selective laser sintering. The main problem solved in
this work is the low quality of the surface layer and the residual porosity of
the parts obtained by this method, which significantly limits their operational
characteristics and durability. As a result of the experimental studies,
rational operating parameters of diamond smoothing were established. This
allowed to significantly improve the surface quality and increase the
operational characteristics of parts made of heat-resistant alloys INCONEL 718
and an intermetallic alloy based on titanium aluminide OX45-3ODS.
The effectiveness of diamond smoothing is explained by local plastic deformation
and compaction of the surface layer of parts under the influence of high
contact pressures and temperatures. This leads to a significant reduction in
surface roughness, an increase in the surface hardness due to strain hardening
and a significant reduction in the size and number of residual pores. A
characteristic feature of the obtained results is the ability to control
the quality parameters of the surface layer by varying the diamond
smoothing operating parameters – smoothing force, feed, radius, and geometry of
the smoother's working part. The established regularities of the smoothing
operating parameters have an impact on the quality characteristics of the
surface. This information can be utilized in the development of highly
efficient technological processes for the production and restoration of gas
turbine engines, critical components of unmanned aerial vehicles, obtained
through selective laser sintering. Implementing the elaborated technological
recommendations will permit broadening the range of goods produced by additive
manufacturing and enhancing their capacity and dependability during operation
under conditions of cyclical loads and extreme temperatures.
Keywords: selective laser sintering, diamond smoothing,
unmanned aerial vehicle, intermetallic alloy, residual porosity, surface
roughness, diamond smoother, smoothing operating parameters, smoothing force,
local plastic deformation, operational characteristics
1. INTRODUCTION
In the modern world, unmanned aerial vehicles
(UAVs) have entered all spheres of human life. Their development causes
constant changes in the requirements for their design and quality parameters.
At the same time, the UAVs industry is still quite young and the data on the
application of certain design solutions is of a non-systematic, fragmented
nature. In many areas of UAVs application their cost, speed of production and
repair in the field conditions come first. Additive manufacturing has become
widespread to solve referred problems, which allows deploying the production
and repair of UAV parts in a small space from almost any material. However, the
features of additive manufacturing and the lack of systematic data limit their
application [1]. Until recently, the application of additive manufacturing was
limited to the production of prototypes and samples for exhibitions
Currently the application percentage of heavy
UAVs for reusable and disposable use is increasing exponentially, in which gas
turbine engines (GTE) have become widespread [2]. This leads to the formation
of new technical requirements that impose on propulsion systems [3]. The
characteristics of reusable gas turbine engines correlate with those of manned
vehicles, so disposable UAVs allow the application of propulsion systems with a
limited-service life, without requiring their repair and high reliability
requirements. This significantly changes the approach to development and allows
the application of new non-traditional approaches, methods, and technologies in
production. A resource of 50 to 250 hours may be sufficient for disposable UAV
propulsion systems. This makes it possible to use new technologies that are not
yet sufficiently developed for traditional aircraft construction but can
significantly reduce installation costs [4]. It is worth mentioning here that
in the case of the traditional approach, modern non-invasive diagnostic
techniques make it possible to significantly reduce the risk of serious and
costly failures [5, 6].
The use of materials with improved physical and
mechanical properties [7], as well as new technologies for processing semifinished products [8] and the surface layer [9, 10] for
the production of GTE propulsion system parts, has made it possible to
significantly improve their characteristics. Among the materials used for the
manufacture of gas turbine engine parts, heat-resistant nickel alloys and
alloys based on titanium aluminides are widely used. Alloys based on titanium
aluminides (TiAl) are of considerable interest in
engineering industries that require low weight and a high strength-to-weight
ratio [11]. However, their use is limited by the high cost and difficulties in
manufacturing parts from these materials.
Additive manufacturing technologies have become
widespread, among which selective laser sintering (SLS) has become widespread
to solve these problems.
The main advantage of using SLS for the
production of UAV propulsion system parts is the implementation of unattainable
or difficult-to-achieve technological production tasks. The modern development
of SLS technology has many advantages compared to traditional technologies for
producing parts (Fig. 1).
However, despite all the advantages, there are
numerous disadvantages that hinder their spread, especially their influence
affects the production of GTE critical parts (Fig. 1).
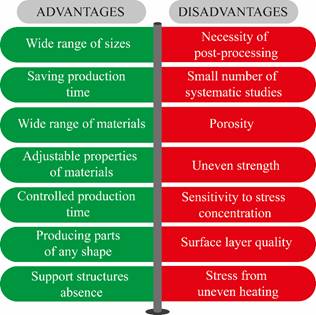
Fig. 1. Advantages and disadvantages of SLS
Many modern studies are devoted to eliminating the factors hindering the development of additive manufacturing technologies. Thus, one of the effective approaches to reducing residual porosity is the use of dispersion strengthening with yttrium oxides [12]. During the synthesis of a part, it is possible to regulate the level of porosity from the core of the sample to its surface by changing the printing modes [13, 14]. However, this leads to an increase in printing time and complicates the process, since it requires studying the influence of selective laser sintering printing parameters on residual porosity. The use of fine-grain powders helps to significantly reduce residual porosity [15]. At the same time, gas atomization is increasingly being used to obtain fine-grain powders. This method makes it possible to obtain a powder with a fraction of 10–80 microns [16, 17], but at the same time significantly increases their cost.
Many studies conducted in different countries are devoted to reducing the cost of titanium alloys powder. One of the approaches is the use of dehydration to obtain non-spherical powders of titanium alloys, which are superior to spherical ones in some parameters [18, 19]. However, this may lead to a decrease in the strength characteristics of the material. For industrial application, it is important to solve the issues of powder distribution in a limited volume and the features of moving non-spherical powder during SLS process.
Hot isostatic pressing is one of the effective methods for reducing residual porosity, but its application is limited by high cost and the possibility of use only for materials with internal pores [20, 21]. For example, its application on INCONEL 718 alloy samples resulted in a significant reduction in the number of internal pores [22]. The study [23] showed that the use of hot isostatic pressing for the TA15 intermetallic alloy led to a decrease in strength characteristics while increasing ductility and toughness.
Unsolved factors limiting the spread of SLS technology in the production of parts is a significant reduction in the characteristics of the surface layer and the negative impact of residual porosity in the presence of structural stress concentrators in the geometry of parts.
A promising solution that will expand the application scope of SLS in the production of gas turbine engine parts is local plastic deformation by diamond smoothing (DS). The peculiarities of the plastic deformation processes occurring in the surface layer during DS make it possible to effectively use it to reduce residual porosity and increase the mechanical characteristics of stress concentration areas in gas turbine engine parts producing by SLS. For example, manufactured by selective laser sintering from an alloy based on titanium aluminide OX45–3ODS and nickel alloy INCONEL 718.
For today, the issue of expanding the application scope of additive manufacturing technologies and improving the surface layer quality of parts made of nickel alloys and alloys based on titanium aluminide, produced by selective laser sintering, is an urgent scientific and applied task.
2. MATERIALS AND METHODS
The following materials were
selected for research: heat-resistant alloy 07Cr12NMBFh,
titanium aluminide-based alloy OX45-3ODS and nickel
alloy INCONEL 718. The characteristics of the materials under study are
shown in Table 1.
Tab.
1
Mechanical characteristics of the researched materials
|
Material |
Density, ρ, g/sm3 |
Young's modulus, Е, GPa |
Yield strength, σ0,2, МPа |
Tensile strength, σВ, МPа |
|
07Cr12NMBFh |
7,77 |
194 |
785 |
930 |
|
INCONEL 718 |
7,94 |
173 |
960 |
1075 |
|
OX45-3ODS |
4,4 |
130 |
795 |
970 |
The samples were obtained by
selective laser sintering. In the study of the influence of diamond smoothing operating
parameters on the residual porosity and the surface layer quality used standard
(Fig. 2 a) and specially designed samples (Fig. 2 b, c).
Standard diamond smoothers were used
for hardening, in which the angle of the holder cone was reduced to 75°. To
control quality parameters, the following were used: TAYLOR HOBSON profilometer to measure roughness; Vickers microhardness tester model HVA-1
with an indenter load of 100 g and a load time of 30 s to measure the degree of
strain hardening. The study of porosity parameters was carried out based on the
analysis of metallographic thin sections images using Image Pro Plus software.
|
а |
c |
|
b |
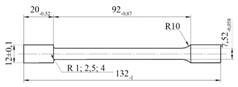
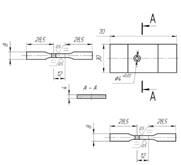

Fig. 2. Geometry of
samples for research
3. RESULT AND DISCUSSION
The research on the
influence of diamond smoothing operating parameters on the surface layer
quality of parts made of 07Cr12NMBFh alloy will make it possible to determine
their rational combination, at which minimum roughness is achieved. This study
will make it possible to establish the nature of the operating parameters’
influence on the hardening of the surface layer, which in turn will
significantly reduce the required number of studies required to study the
effect of diamond smoothing of parts obtained using SLS, since this alloy is
close in characteristics to the studied INCONEL 718.
For this purpose, a
full factorial experiment with a 3k design was carried out at k=3; the planning
matrix and response function values are shown in Table. 2. The following
factors were chosen as varying factors: force, feed and smoothing speed. The
standard deviation of the profile was chosen as the objective function.
Tab.
2
Operating parameters and roughness Ra after diamond smoothing of
samples from alloy 07Cr12NMBFh
|
№ |
F, (H) |
S, (mm/rev) |
v, (m/min) |
Ra, (µm) |
№ |
F, (H) |
S, (mm/rev) |
v, (m/min) |
Ra, (µm) |
|
1 |
200 |
0,03 |
37 |
0,59 |
15 |
300 |
0,05 |
145 |
0,33 |
|
2 |
200 |
0,03 |
92 |
0,50 |
16 |
300 |
0,07 |
37 |
0,36 |
|
3 |
200 |
0,03 |
145 |
0,48 |
17 |
300 |
0,07 |
92 |
0,25 |
|
4 |
200 |
0,05 |
37 |
0,47 |
18 |
300 |
0,07 |
145 |
0,23 |
|
5 |
200 |
0,05 |
92 |
0,38 |
19 |
400 |
0,03 |
37 |
0,86 |
|
6 |
200 |
0,05 |
145 |
0,35 |
20 |
400 |
0,03 |
92 |
0,70 |
|
7 |
200 |
0,07 |
37 |
0,42 |
21 |
400 |
0,03 |
145 |
0,69 |
|
8 |
200 |
0,07 |
92 |
0,38 |
22 |
400 |
0,05 |
37 |
0,65 |
|
9 |
200 |
0,07 |
145 |
0,32 |
23 |
400 |
0,05 |
92 |
0,55 |
|
10 |
300 |
0,03 |
37 |
0,52 |
24 |
400 |
0,05 |
145 |
0,53 |
|
11 |
300 |
0,03 |
92 |
0,41 |
25 |
400 |
0,07 |
37 |
0,42 |
|
12 |
300 |
0,03 |
145 |
0,37 |
26 |
400 |
0,07 |
92 |
0,36 |
|
13 |
300 |
0,05 |
37 |
0,56 |
27 |
400 |
0,07 |
145 |
0,38 |
|
14 |
300 |
0,05 |
92 |
0,35 |
|
|
|
|
|
It was
found that the smoothing speed did not have a statistically significant effect
on the roughness of the surface layer, which confirmed the data obtained by
researchers for other materials. Figure 3 shows the influence of diamond
smoothing operating parameters on the surface roughness of the samples.
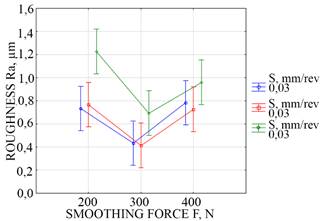
Fig. 3. Influence of diamond smoothing
operating parameters on
the surface roughness of samples
It was established
that smoothing with forces greater than 300 N was not rational, as the
roughness deteriorated. This can be explained by the exhaustion of plasticity
in the surface layer and the appearance of over-peening.
To
assess the phenomena occurring in the surface layer during diamond smoothing,
studies were carried out on the operating parameters' influence of the
hardening process on the surface layer microstructure of a part made of
07Cr12NMBFh alloy. The microstructure was studied on cross-sections of samples
in the initial state and after diamond smoothing with different combinations of
operating parameters. Etching of the samples was carried out in a reagent of
the following composition: 20 ml HF, 20 ml HNO3, 60 ml H2O. The structure was
sorbitol with precipitation of dispersed carbide particles along the boundaries
of the original martensite needles (Fig. 4). The release of dispersed carbide
particles ensures the stability of defects formed during the martensitic
transformation due to phase peening. In high-chromium steels of this class,
carbides are identified as M23C6 and VC (1).
In the
sample after diamond smoothing according to the operating parameters (F=200 N, v=37 m/min, S=0.03 mm/min) in a shallow surface layer up
to 10 µm in-depth, slip lines were revealed in individual grains with a
preferred orientation relative to external acting forces (Fig. 5).
Compared
to the initial state, the roughness decreased significantly. Increasing the
force to 300 - 400 N led to an increase in the depth of the deformed layer to
25 µm and 34 µm, while slip lines were already present in all grains of the
surface layer (Fig. 6 a
and 6 b).
|
|
|
|
Fig. 4. Microstructure of the original sample |
Fig. 5. Microstructure of a sample hardened under operating parameters
(F=200N, v=37 m/min, S=0.03mm/min) |

а b
Fig. 6.
Microstructure of samples hardened under operating parameters:
a - F=300 N, v=145 m/min, S=0.03 mm/min; b - F=300 N, v=115 m/min, S=0.05 mm/min
Analysis
of the microstructure after various diamond smoothing operating parameters
allows to presumably explain the detection of changes in the thin surface layer
as follows. Within the ferrite grain curved lines of a curvilinear type were
observed; they resembled slip lines running in one direction at a certain angle
to the surface of the samples, which was associated with a certain
characteristic vector of acting forces when the movement of a diamond ball with
a diameter of 2.5 mm occurred while the part rotated at a certain speed
Processing
of experimental data made it possible to establish that a rational combination
of operating parameters at which the minimum roughness was achieved: smoothing
force F=300 N; feed S=
0.05 mm/rev; smoothing speed v=115 m/min. The conducted research made it
possible to significantly reduce the number of experiments required to study
the influence of diamond smoothing operating parameters on the characteristics
of the surface and surface layer of parts obtained by SLS from nickel alloys
and alloys based on titanium aluminides.
The
following were selected as varying factors for samples made of the INCONEL 718
nickel alloy: the sphere radius of the diamond smoother Rsf (1.0; 2.5; 4.0 mm);
smoothing force F (0.2; 0.3; 0.4 kN); smoothing feed S (0.05; 0.1; 0.15mm/rev).
A
fractional factorial experiment 32-1 was selected to study the influence of
operating parameters of diamond smoothing on the characteristics of the surface
layer. The standard deviation of the profile Ra, µm and the degree of strain
hardening SHµ, % were chosen as the response functions. The values of the
variable factors and the resulting response functions are shown in Table 3.
The figure
shows an image of a surface layer cross-section of samples hardened by diamond
smoothing with combinations of operating parameters at which the maximum degree
of strain hardening (№ 2 (Fig. 7 a))
and the minimum roughness (№ 7 (Fig. 6 b)) were obtained.
Tab.
3
Values of variable factors and obtained response functions
|
№ |
F (kN) |
S (mm/rev) |
Rsf (mm) |
Ra (µm) |
SHµ (%) |
|
1 |
0,2 |
0,05 |
1 |
1,6 |
37,04 |
|
2 |
0,3 |
0,15 |
1 |
4,92 |
59,33 |
|
3 |
0,4 |
0,10 |
1 |
3,82 |
42,61 |
|
4 |
0,3 |
0,10 |
2,5 |
0,74 |
45,68 |
|
5 |
0,4 |
0,05 |
2,5 |
0,73 |
35,38 |
|
6 |
0,2 |
0,15 |
2,5 |
0,88 |
26,18 |
|
7 |
0,3 |
0,05 |
4 |
0,47 |
3,89 |
|
8 |
0,4 |
0,15 |
4 |
1,22 |
8,07 |
|
9 |
0,2 |
0,10 |
4 |
0,62 |
23,95 |
а b
Fig. 7. Image of the surface layer
cross-section of samples made of nickel alloy
INCONEL 718, hardened by diamond smoothing: a – mode № 2; b – mode №
7 (Table 3)
Compaction
of the surface layer was observed on samples after diamond smoothing. Research
data showed that to obtain minimum roughness, it was necessary to increase the
smoother radius and reduce the feed (mode № 7 (Fig. 7 b)); however, it
contradicted the combination of operating parameters at which the maximum
degree of strain hardening (mode № 2) was obtained (Fig. 7 a). Therefore, for practical application a
compromise is necessary: which is required: low roughness or high degree of
strain hardening. If both parameters are important, then it is necessary to use
a combination of operating parameters at which both response functions will be
rational (mode № 4, Table 3).
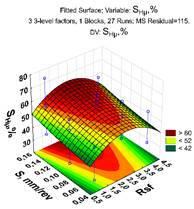
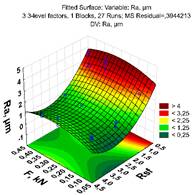
Visualization
of the influence of diamond smoothing operating parameters on the formation of
roughness and the degree of strain hardening is shown in Figure 8.
A
rational degree of strain hardening (Fig. 8 a) was achieved by using a smoother
with a sphere radius of 1 mm and a maximum smoothing force. At the same time,
smoother with a sphere radius of 4 mm and a minimum feed led to achieving
minimum roughness (Fig. 8 b).
Therefore, the radius of the smoother sphere should be 2.5 mm to simultaneously
obtain a rational degree of strain hardening and minimum roughness.
The
regression equations were obtained to predict the magnitude of roughness and
the degree of strain hardening from various combinations of operating
parameters:
![]() (1)
(1)
![]() (2)
(2)
where:
F – smoothing force, kN;
S
– smoothing feed, mm/rev;
Rsf
– radius of diamond smoother, mm;
Rа
– roughness, µm;
SHµ
– degree of strain hardening, %.
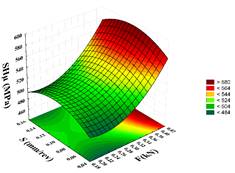
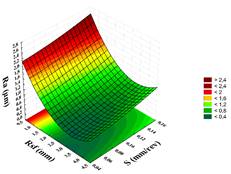
а b
Fig. 8. The influence of operating
parameters DS on the degree of strain hardening SHµ
(a) and roughness Ra (b)
In
order to expand the application scope of additive manufacturing technologies,
the study of the influence of diamond smoothing operating parameters on the
quality characteristics of parts manufactured using SLS from alloys based on
titanium aluminide is an urgent task.
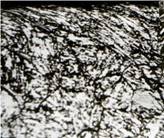
The
alloy has low density, high heat resistance and high mechanical properties. The
residual porosity of the samples produced by SLS obtained from the OX45-3ODS
alloy was at the level of 17-22%. Dead-end pores (Fig. 9) significantly reduced
the quality characteristics of parts made of specified alloys.
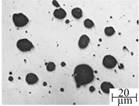
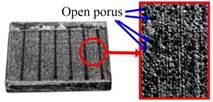
Fig. 9. Microstructure and surface
with dead-end pores of the OX45-3ODS alloy sample
A full
factorial analysis was performed using three varied factors (Table 4) in order
to study the effect of diamond smoothing operating parameters on the surface
quality of OX45-3ODS alloy samples.
The
original porosity was chosen as the X4 factor, it had no levels of variation,
since its distribution was random, and it was entered into the planning matrix
as a directly measured value for each sample before diamond smoothing. The
standard deviation of the profile Ra (μm) and the degree of strain
hardening SHµ, %, were chosen as response functions. The number of possible combinations
of factor levels N=27. The planning matrix and the results of the conducted
experiment are shown in Table 5.
Tab.
4
Variations of
factor levels
|
Factor |
Force F, kN |
Feed S, mm/rev |
Radius of diamond
smoother, Rsf, mm |
||||||
|
Х1 |
Х2 |
Х3 |
|||||||
|
Level |
-1 |
0 |
+1 |
-1 |
0 |
+1 |
-1 |
0 |
+1 |
|
Factor value |
0,1 |
0,3 |
0,4 |
0,05 |
0,1 |
0,15 |
1,0 |
2,5 |
4,0 |
Tab.
5
Planning matrix and results of the conducted
experiment
|
№ |
Х1 |
Х2 |
Х3 |
Х4 |
Ra |
SHµ |
№ |
Х1 |
Х2 |
Х3 |
Х4 |
Ra |
SHµ |
|
1 |
-1 |
-1 |
-1 |
0,246 |
1,10 |
45 |
15 |
0 |
0 |
+1 |
0,16 |
0,67 |
47 |
|
2 |
-1 |
-1 |
0 |
0,1233 |
0,85 |
47 |
16 |
0 |
+1 |
-1 |
0,13 |
3,87 |
77 |
|
3 |
-1 |
-1 |
+1 |
0,1866 |
1,15 |
34 |
17 |
0 |
+1 |
0 |
0,11 |
1,0 |
53 |
|
4 |
-1 |
0 |
-1 |
0,13 |
2,04 |
24 |
18 |
0 |
+1 |
+1 |
0,15 |
1,35 |
55 |
|
5 |
-1 |
0 |
0 |
0,1833 |
1,3 |
46 |
19 |
+1 |
-1 |
-1 |
0,1 |
2,99 |
25 |
|
6 |
-1 |
0 |
+1 |
0,1666 |
1,4 |
28 |
20 |
+1 |
-1 |
0 |
0,15 |
1,47 |
53 |
|
7 |
-1 |
+1 |
-1 |
0,1 |
2,6 |
34 |
21 |
+1 |
-1 |
+1 |
0,16 |
0,97 |
58 |
|
8 |
-1 |
+1 |
0 |
0,13 |
1,25 |
42 |
22 |
+1 |
0 |
-1 |
0,11 |
2,97 |
58 |
|
9 |
-1 |
+1 |
+1 |
0,11 |
1,07 |
47 |
23 |
+1 |
0 |
0 |
0,13 |
0,68 |
68 |
|
10 |
0 |
-1 |
-1 |
0,1166 |
4,26 |
50 |
24 |
+1 |
0 |
+1 |
0,1 |
1,0 |
54 |
|
11 |
0 |
-1 |
0 |
0,152 |
1,27 |
64 |
25 |
+1 |
+1 |
-1 |
0,15 |
4,15 |
56 |
|
12 |
0 |
-1 |
+1 |
0,1 |
1,103 |
34 |
26 |
+1 |
+1 |
0 |
0,12 |
0,79 |
53 |
|
13 |
0 |
0 |
-1 |
0,1 |
3,38 |
50 |
27 |
+1 |
+1 |
+1 |
0,18 |
0,704 |
61 |
|
14 |
0 |
0 |
0 |
0,11 |
0,79 |
63 |
|
|
|
|
|
|
|
The
regularities of the smoothing operating parameters’ impact on roughness were
subject to the polynomial distribution law. Polynomial surfaces most accurately
approximated the regularities of influence on roughness: the smoothing feed and
the radius of the smoother sphere (Fig. 10). The combination of these factors
had the greatest effect on the roughness of the hardened surface. The
established regularities showed that for smoothing of porous materials it was
necessary to use a diamond smoother with a radius of the diamond sphere
equalled more than 2.5 mm. A smoother with a smaller radius, hitting the
dead-end pores, leading to a deterioration of the surface roughness due to its
cracking.
Due to
the fact that the studied material has high-strength characteristics, its
smoothing with a force of less than 0.3 kN is impractical, since it does not
lead to a sufficient degree of deformation at the point of contact. The
rational value of feed for smoothing the studied alloy was 0.1 mm/rev. A larger
feed led to an insufficient degree of overlap of the grooves after smoothing, a
smaller one, due to the insufficient plasticity of the material, led to the
destruction of the already hardened surface due to the passage of the smoother
over the hardened surface.
Increasing
the wear resistance of the part surface, which is affected by the degree of
strain hardening, is important for improving the quality of parts. According to
the data obtained during the multifactorial experiment (Table 4 and 5), dependencies (Fig. 11) were
constructed, which showed the effect on the degree of strain hardening of
various operating parameters of diamond smoothing: feed, the radius of the
diamond smoother sphere and initial porosity.


а
b
c
Fig. 10. Dependencies of
surface roughness on DS parameters:
а – F=0.1kN; b – F=0.3 kN; c – F=0.4 kN


а
b
c
Fig. 11.
Dependencies of the degree of strain hardening on the operating parameters of
diamond smoothing: а – S=0.05mm/rev; b – S=0.1mm/rev; c – S=0.15mm/rev
Determining
the significance of diamond smoothing operating parameters in the formation of
the degree of strain hardening of alloys based on titanium aluminides OX45-3ODS
was performed by variance analysis (Table 6) based on the conducted full-factor
experiment.
The
variance analysis (Table 6) showed that the smoothing force and its
combination, to a certain extent, with the smoothing feed had the greatest
influence on the degree of strain hardening. A regression analysis (Table 7)
was performed to develop a mathematical model that allowed predicting the
degree of strain hardening from different combinations of operating parameters.
Tab.
6
The variance analysis of the degree of strain
hardening of
the alloy based on titanium aluminides OX45-3ODS after diamond smoothing
|
Factor |
SS |
df |
MS |
F |
P |
|
F(L) |
0,147226 |
1 |
0,147226 |
21,49915 |
0,000159 |
|
(2)s(L) |
0,025689 |
1 |
0,025689 |
3,75129 |
0,067023 |
|
r(Q) |
0,031296 |
1 |
0,031296 |
4,57013 |
0,045066 |
|
1Lby2Q |
0,040899 |
1 |
0,040899 |
5,97245 |
0,023927 |
|
1Qby3L |
0,055225 |
1 |
0,055225 |
8,06438 |
0,010124 |
|
2Lby3Q |
0,037378 |
1 |
0,037378 |
5,45819 |
0,029998 |
|
Error |
0,136960 |
20 |
0,006848 |
|
|
|
Total variance |
0,474674 |
26 |
|
|
|
Tab.
7
Regression analysis of the change in the
degree of strain hardening from different combinations of diamond smoothing
operating parameters
|
Factor |
Regression
coefficients |
Error |
t(14) |
p |
The lower limit
of the confidence interval |
The upper limit
of the confidence interval |
|
Free factor |
0,617 |
0,1986 |
3,10569 |
0,007744 |
0,191 |
1,043 |
|
(1)f(L) |
5,907 |
1,5021 |
3,93250 |
0,001503 |
2,685 |
9,129 |
|
f(Q) |
-17,217 |
3,5587 |
-4,83804 |
0,000263 |
-24,850 |
-9,585 |
|
(2)s(L) |
-26,537 |
5,7237 |
-4,63629 |
0,000385 |
-38,813 |
-14,261 |
|
S(Q) |
154,164 |
32,1935 |
4,78866 |
0,000289 |
85,116 |
223,212 |
|
1Qby2L |
121,953 |
39,7843 |
3,06535 |
0,008390 |
36,624 |
207,281 |
|
1Qby2Q |
-567,653 |
196,8812 |
-2,88323 |
0,012034 |
-989,921 |
-145,385 |
|
1Lby3L |
-1,629 |
0,5195 |
-3,13654 |
0,007284 |
-2,744 |
-0,515 |
|
1Qby3L |
3,636 |
1,0801 |
3,36612 |
0,004614 |
1,319 |
5,952 |
|
2Lby3L |
13,132 |
2,8874 |
4,54818 |
0,000455 |
6,939 |
19,325 |
|
2Lby3Q |
-2,021 |
0,5273 |
-3,83250 |
0,001830 |
-3,152 |
-0,890 |
|
2Qby3L |
-87,932 |
20,8773 |
-4,21182 |
0,000870 |
-132,709 |
-43,154 |
|
2Qby3Q |
14,534 |
3,9864 |
3,64596 |
0,002646 |
5,984 |
23,084 |
Based
on the determined regression coefficients, a regression equation was
established that allowed predicting the degree of strain hardening from
different combinations of diamond smoothing operating parameters:
![]()
(3)
The
adequacy of the obtained regression equation was checked on the basis of the
predicted values to the observed values correspondence graph (Fig. 12).
Fig. 12. Correspondence of predicted values
to observed values
The
predicted values (Fig. 12) did not have a high discrepancy with the values
obtained experimentally, accordingly, the obtained regression equation had
sufficient adequacy and could be used to predict the magnitude of the degree of
strain hardening depending on one or another combination of operating
parameters.
One of the
main disadvantages of powder metallurgy and additive manufacturing is residual
porosity, which contributes to a decrease in strength, plasticity, fracture
toughness, crack resistance, and machinability, and also leads to a decrease in
tribotechnical characteristics. The shape of the pores, characterized by their
perimeter, greatly influences the probability of cracks occurring. The value of
the pore perimeter after diamond smoothing with different combinations of
operating parameters is shown in Table 8.
Tab.
8
Operating parameter modes of diamond
smoothing of OX45-3ODS alloy samples
|
№ |
Р |
№ |
Р |
№ |
Р |
№ |
Р |
№ |
Р |
№ |
Р |
№ |
Р |
|
1 |
1,6722 |
5 |
1,3844 |
9 |
1,4902 |
13 |
0,3852 |
17 |
0,6518 |
21 |
1,5944 |
25 |
2,2129 |
|
2 |
1,1826 |
6 |
1,2334 |
10 |
1,2704 |
14 |
0,4806 |
18 |
0,6824 |
22 |
1,3090 |
26 |
1,8112 |
|
3 |
1,7999 |
7 |
1,3076 |
11 |
2,8276 |
15 |
1,0208 |
19 |
1,1784 |
23 |
1,2643 |
27 |
2,2513 |
|
4 |
0,9925 |
8 |
2,1066 |
12 |
2,1411 |
16 |
0,9533 |
20 |
1,2476 |
24 |
2,0286 |
|
|
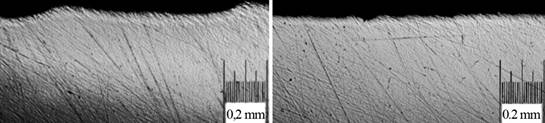
The
influence of diamond smoothing on the pores and their perimeter in the surface
layer of a sample hardened by diamond smoothing with rational operating
parameters is shown in Figure 13.
The analysis of the
experiment results using Pareto diagrams allowed establishment of the influence
of the smoothing operating parameters and their interactions on the perimeter
of the pores in the surface layer (Fig. 14).
It was
found that the greatest influence had the combined effect of the feed and the
smoothing force. A regression analysis was carried out (Table 9) in order to
obtain a regression equation that would allow predicting the influence of
diamond smoothing operating parameters on the perimeter of residual pores in
the surface layer.
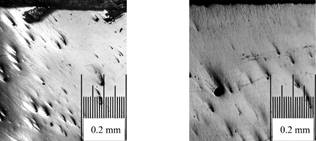
а b
Fig. 13. The
surface layer of samples from an alloy based on titanium aluminide:
a - initial sample; b - Mode № 14 (Table 5)
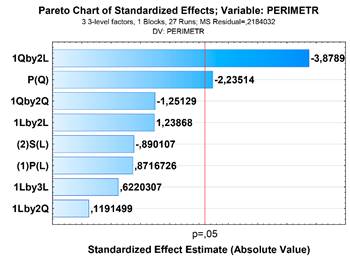
Fig. 14. Pareto diagram for the model of the diamond smoothing
operating parameters influence on the perimeter of the pores in the surface
layer
Tab.
9
Regression analysis of the diamond smoothing
operating parameters’ influence on the perimeter of residual pores in the surface layer of titanium
aluminide-based alloy parts
|
Factor |
Regr. Coefficients; Var.:PERIMETER;
R-sqr=,74238; Adj:, 3
3-level factors, 1 Blocks, 27 Runs; MS Residual=,1282098 DV: PERIMETER |
|||||
|
Regressn Coeff. |
Std. Err. |
t(18) |
p |
-95,% Cnf.Limt |
+95,% Cnf.Limt |
|
|
MEAN/Intarc. |
-1,28 |
0,947 |
-1,35615 |
0,191821 |
-3,3 |
0,706 |
|
(1)P(L) |
55,53 |
12,968 |
4,28201 |
0,000449 |
28,3 |
82,771 |
|
P(Q) |
-122,30 |
30,974 |
-3,94846 |
0,000942 |
-187,4 |
-57,225 |
|
(2)S(L) |
35,53 |
8,771 |
4,05044 |
0,000751 |
17,1 |
53,952 |
|
1L by 2L |
-985,88 |
225,444 |
-4,37308 |
0,000367 |
-1459,5 |
-512,245 |
|
1L by 2Q |
2733,26 |
1034,407 |
2,64234 |
0,016555 |
560,0 |
4906,466 |
|
1Q by 2L |
2164,05 |
602,055 |
3,59444 |
0,002073 |
899,2 |
3428,917 |
|
1Q by 2Q |
-6205,10 |
2868,929 |
-2,16286 |
0,044256 |
-12232,5 |
-177,703 |
|
1L by 3L |
0,38 |
0,191 |
2,00200 |
0,060587 |
-0,0 |
0,784 |
A
regression equation was obtained that allowed predicting the perimeter of
residual pores from different combinations of diamond smoothing operating
parameters:
 (4)
(4)
It was
established that the dependencies of the residual pores’ perimeter in the surface
layer on the force and smoothing feed for different radii of the smoother were
of an extreme nature (Fig. 15).
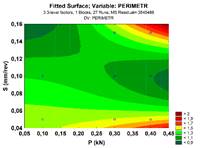
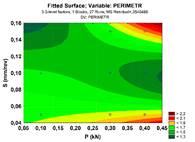
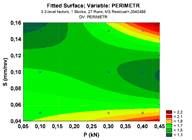
а
b
c
Fig. 15. Effect of force and feed on
porosity during processing with different smoothers:
a – Rsf = 1 mm; b – Rsf =
2.5 mm; c – Rsf = 4 mm
A rational
combination of operating parameters was smoothing with a force of 0.2-0.3 kN, with a feed of 0.12-0.15 mm/rev. The minimum values of the pore perimeter
were obtained when using a smoother with a radius of 1 mm, however, as already
mentioned, its applying led to cracking of the surface (Fig. 15 a). It follows
from the above that the rational radius of the smoother is 2.5 mm (Fig. 15 b).
The use of a smoother with a radius of 4 mm (Fig. 15 c) led to a significant
increase in specific contact pressure, which led to deformation during
processing of a thin-walled part.
The
response surface built on the basis of a nonlinear regression model was
evaluated in order to find the rational smoothing operating parameters,
ensuring the minimum residual porosity. The assessment was performed by the
Box-Wilson steep ascent method (Table 10).
Tab.
10
Rational modes obtained based on the analysis
of the response surface by
the Box-Wilson steep ascent method
|
Factor |
Minimum |
Rational values |
Maximum |
|
Area of residual pores, P, % |
|||
|
F, kN |
0,10 |
0,21 |
0,40 |
|
S, mm/rev |
0,05 |
0,11 |
0,15 |
|
Rsf, mm |
1,00 |
4,60 |
4,00 |
Considering
the possible design limitations of real thin-walled parts, the rational diamond
smoother is 2.5 mm to ensure the best result. The rational smoothing force is
0.22 - 0.3 kN. The rational feed is 0.1 mm/rev, but this parameter may change
depending on the equipment used, in this case it is necessary to take as close
as possible to the established value.
4. CONCLUSION
In order to
expand the application scope of additive manufacturing technologies and improve
the surface layer quality of parts made of nickel alloys and alloys based on
titanium aluminide, produced using selective laser sintering, an innovative
approach to improving their quality was proposed. It is based on the
application of surface layer local deformation treatment of the part's
structural stress concentrators by diamond smoothing. It was established that
the main problems that hindered the spread of additive technologies in
production were porosity, powder cost, uniformity, sensitivity to stress
concentration and surface layer quality. The influence of the diamond smoothing
operating parameters on the formation of surface quality characteristics, the
degree of strain hardening, the distribution of residual stresses and fatigue
resistance during machining parts made of 07Cr12NMBFh alloy were determined. A
rational combination of operating parameters for diamond smoothing of the
mentioned material: smoothing force F=300 N; feed rate S=0.05 mm/rev; smoothing
speed v=115 m/min.
The
main regularities of the quality parameters formation of the treated surface
and surface layer depending on the diamond smoother parameters for parts
obtained by selective laser sintering from an alloy based on titanium
aluminides OX45-3ODS and heat-resistant nickel alloy INCONEL 718 were
determined. The rational diamond smoothing operating parameters of the samples
made of titanium aluminide-based alloy OX45-3ODS were smoothing with a force of
300 N, feed rate of 0.1 mm/rev and a diamond smoother with a radius of 2.5 mm.
The diamond smoothing operating parameters had a different effect on the
roughness and degree of strain hardening of the surface layer of INCONEL 718
alloy samples. The expedient combination of these parameters, in which the
degree of strain hardening and roughness were rational, was machining with a
smoothing force of 250 N, feed rate of 0.1 mm/rev and a diamond smoother sphere radius of 2.5
mm.
The
effect of technological features of processing and operating parameters of
diamond smoothing on the perimeter of residual pores in the surface layer was
determined. The most significant parameter in the study of the effectiveness of
diamond smoothing for hardening materials obtained by selective laser sintering
was the residual porosity. The minimum values of the residual pore perimeters
were achieved by diamond smoothing with the following operating parameters:
force 0.2-0.3 kN, feed rate 0.12-0.15 mm/rev and diamond smoothing sphere
radius 2.5 mm.
References
1.
Goh, G.D., S. Agarwala, G.L. Goh, V.
Dikshit, S.L. Sing, W.Y. Yeong. 2017. „Additive manufacturing in unmanned aerial vehicles
(UAVs): Challenges and potential”. Aerospace Science and Technology 63: 140-151. DOI: https://doi.org/10.1016/j.ast.2016.12.019.
2.
Zhang B., Z. Song, F. Zhao, C. Liu. 2022.
„Overview of propulsion systems for
unmanned aerial vehicles”. Energies 15(2):
455. DOI: https://doi.org/10.3390/en15020455.
3.
Balli O., H. Caliskan. 2021. „On-design
and off-design operation performance assessments of an aero turboprop engine
used on unmanned aerial vehicles (UAVs) in terms of aviation, thermodynamic,
environmental and sustainability perspectives”.
Energy Conversion and Management 243: 114403. DOI: https://doi.org/10.1016/j.enconman.2021.114403.
4.
Clark I. 2005. „Limited
life engines for UAVs”. The Aeronautical Journal 109(1095): 247-254. DOI: https://doi.org/10.1017/S0001924000005224.
5.
Czech Piotr. 2012.
„Identification of Leakages in the Inlet System of an Internal Combustion
Engine with the Use of Wigner-Ville Transform and RBF Neural Networks”.
Communications in Computer and Information Science 329: 175-182. DOI: https://doi.org/10.1007/978-3-642-34050-5_47.
Springer, Berlin, Heidelberg. ISBN: 978-3-642-34049-9; 978-3-642-34050-5. ISSN:
1865-0929. In: Mikulski Jerzy (eds), Telematics in
the transport environment, 12th International Conference on Transport Systems
Telematics, Katowice Ustron, Poland, October 10-13,
2012.
6.
Czech Piotr. 2011.
„Diagnosing of disturbances in the ignition system by vibroacoustic
signals and radial basis function - preliminary research”. Communications in
Computer and Information Science 239: 110-117. DOI:
https://doi.org/10.1007/978-3-642-24660-9_13. Springer, Berlin, Heidelberg.
ISBN: 978-3-642-24659-3. ISSN: 1865-0929. In: Mikulski Jerzy (eds), Modern transport telematics,
11th International Conference on Transport Systems Telematics, Katowice Ustron, Poland, October 19-22, 2011.
7.
Altıparmak S.C., B. Xiao. 2021. „A market assessment of additive
manufacturing potential for the aerospace industry”.
Journal of Manufacturing Processes 68: 728-738. DOI: https://doi.org/10.1016/j.jmapro.2021.05.072.
8.
Karpinos B.S., D.V. Pavlenko, O.Ya. Kachan.
2012. „Deformation of a submicrocrystalline vt1-0
titanium alloy under static loading”. Strength of Materials 44:
100-107. DOI: https://doi.org/10.1007/s11223-012-9354-9.
9.
Vyshnepolskyi Y., D. Pavlenko, D. Tkach. 2020.
„Parts Diamond Burnishing Process Regimes
optimization Made of INCONEL718 Alloy via Selective
Laser Sintering Method”. In: Proceedings
of the 2020 IEEE 10th International Conference on “Nanomaterials: Applications
and Properties”. NAP 2020. DOI: https://doi.org/10.1109/NAP45177.2020.9309661.
10.
Pavlenko D., E. Kondratiuk, Y. Torba, Y.
Vyshnepolskyi, D. Stepanov. 2022. „Improving
the efficiency of finishing-hardening treatment of gas turbine engine blades”. Eastern-European
Journal of Enterprise Technologies. DOI: https://doi.org/10.15587/1729-4061.2022.252292.
11.
Tshephe T.S., S.O. Akinwamide, E. Olevsky,
P.A. Olubambi. 2022. „Additive
manufacturing of titanium-based alloys- A review of methods, properties,
challenges, and prospects”. Heliyon 8(3):
e09041. DOI: https://doi.org/10.1016/j.heliyon.2022.e09041.
12.
Li W.P., H. Wang,
Y.H. Zhou, Y.Y. Zhu,
S.F. Lin, M.
Yan, N.
Wang. 2022. „Yttrium
for the selective laser melting of Ti-45Al-8Nb intermetallic: Powder surface
structure, laser absorptivity, and printability”.
Journal of Alloys and Compounds 892: 161970. DOI: https://doi.org/10.1016/j.jallcom.2021.161970.
13.
Ahmad S., S.
Mujumdar, V. Varghese. 2022. “Role of
porosity in machinability of additively manufactured Ti-6Al-4V”. Precision
Engineering 76: 397-406. DOI: https://doi.org/10.1016/j.precisioneng.2022.04.010.
14.
Kaschel F.R., M. Celikin, D.P. Dowling.
2020. „Effects of laser power on geometry,
microstructure and mechanical properties of printed Ti-6Al-4V parts”. Journal
of Materials Processing Technology 278:
116539. DOI: https://doi.org/10.1016/j.jmatprotec.2019.116539.
15.
Moghimian P., T. Poirié, M.
Habibnejad-Korayem, J.A. Zavala, J. Kroeger, F. Marion, F. Larouche. 2021. „Metal
powders in additive manufacturing: A review on reusability and recyclability of
common titanium, nickel and aluminum alloys”.
Additive Manufacturing 43:
102017. DOI: https://doi.org/10.1016/j.addma.2021.102017.
16.
Cacace S., M.
Boccadoro, Q. Semeraro. 2023. “Investigation
on the effect of the gas-to-metal ratio on powder properties and PBF-LB/M
processability”. Progress
in Additive Manufacturing 9: 889-904. DOI: https://doi.org/10.1007/s40964-023-00490-z.
17.
Soong S.Z., W.L. Lai, A.N. Kay Lup. 2023. „Atomization of metal and alloy powders:
Processes, parameters, and properties”. AIChE Journal 69(11):
e18217. DOI: https://doi.org/10.1002/aic.18217.
18.
Dong S., G. Ma, P.
Lei, T. Cheng, D. Savvakin, O. Ivasishin.
2021. “Comparative study on the densification
process of different titanium powders”. Advanced Powder Technology 32(7): 2300-2310. DOI: https://doi.org/10.1016/j.apt.2021.05.009.
19.
Delpazir M.H., M. Asherloo, S.N.K. Abad,
A. Thompson, V. Guma, S.D. Bagi, A. Mostafaei.
2023. „Microstructure and corrosion behavior of
differently heat-treated Ti-6Al-4V alloy processed by laser powder bed fusion
of hydride-dehydride powder”. Corrosion Science 224:
111495. DOI: https://doi.org/10.1016/j.corsci.2023.111495.
20.
Ng C.H., M.J. Bermingham, M.S. Dargusch. 2023. “Eliminating
porosity defects, promoting equiaxed grains and improving the mechanical
properties of additively manufactured Ti-22V-4Al with super-transus hot
isostatic pressing”. Additive Manufacturing 72: 103630. DOI: https://doi.org/10.1016/j.addma.2023.103630.
21.
Zhang M., C.H. Ng,
A. Dehghan-Manshadi, C.
Hall, M.J. Bermingham, M.S. Dargusch. 2023. “Towards
isotropic behaviour in Ti-6Al-4V fabricated with laser powder bed fusion
and super transus hot isostatic pressing”.
Materials Science and Engineering: A
874: 145094. DOI: https://doi.org/10.1016/j.msea.2023.145094.
22.
Marques A., Â. Cunha,
F. Bartolomeu, F.S. Silva, Ó. Carvalho. 2023. “Inconel
718 produced by hot pressing: optimization of temperature and pressure
conditions”. The
International Journal of Advanced Manufacturing Technology 128(1-2): 891-901. DOI: https://doi.org/10.1007/s00170-023-11950-9.
23.
Zhu L., Y. Pan, Y.
Liu, Z. Sun, X. Wang, H. Nan, X. Lu.
2023. „Effects of microstructure characteristics
on the tensile properties and fracture toughness of TA15 alloy fabricated by
hot isostatic pressing”. International Journal of Minerals,
Metallurgy and Materials 30(4): 697-706. DOI: https://doi.org/10.1007/s12613-021-2371-6.
Received 18.05.2024; accepted in revised
form 30.07.2024
![]()
Scientific
Journal of Silesian University of Technology. Series Transport is licensed
under a Creative Commons Attribution 4.0 International License