Article
citation information:
Szczucka-Lasota,
B., Węgrzyn, T. Dissimilar Hardox and low-alloy steel in excavator structures. Scientific Journal of Silesian University of
Technology. Series Transport. 2024, 124,
217-227. ISSN: 0209-3324. DOI: https://doi.org/10.20858/sjsutst.2024.124.15.
Bożena SZCZUCKA-LASOTA[1], Tomasz WĘGRZYN[2]
DISSIMILAR
HARDOX AND LOW-ALLOY STEEL IN EXCAVATOR STRUCTURES
Summary. In the structure of
excavators and other transport vehicles, it is observed that there is an
increasing necessity to weld elements from the Hardox
steels. The paper verifies the possibility to obtain accurate DMW (dissimilar metal welds from totally different grades
of Hardox 450 steel with S355J2
steel). The microstructure and mechanical tests of the obtained various welds
were analysed. Argon-based shielding gases with micro nitrogen additions were
used for MAG welding. Gas mixtures with micro nitrogen additions of up to even
2000 ppm and their use in welding are an absolute novelty. The purpose of the
manuscript was to find the correct parameters of making dissimilar joints with
such modern mixtures and to determine the most suitable mixture for welding Hardox steel and low-alloy steel for use in the automotive
industry.
Keywords: transport, excavator, welding
1.
INTRODUCTION
Mixed joints
made of Hardox steel and a low-alloy steel are very
important for automotive applications [1-2]. Dissimilar metal welds (DMW) could be used in various means of transport: pressure
vessels, automotive industry, heavy equipment, crushers [3-4]. Automotive
request for DMW is noticeably increasing due to many
advantages such as obtaining good mechanical properties of joints, considering
significant economic benefits [5]. In the last 15 years, progress has been
observed in the structure of vehicle in road transport. In civil engineering
and transport, structures and vehicles are constantly modernized [6]. The
excavator (Fig 1.) is an important example because this vehicle type requires
modern materials with respect to its cost reduction while maintaining technical
requirements [7-8].

Fig. 1. The production of
excavators
Modern
designing is related to descending number of supports for various vehicle
bodies [9-10]. This could be achieved by the application of Hardox.
This grade of steel is used for the construction of concrete mixers. Hardox steel is also classified as a wear resistant
material. Hardox steel could be pointed by the following advantages [11-12]:
- high-impact toughness,
- tribological properties,
- high-yield stress,
- high-ultimate tensile
strength,
- excellent hardness,
- longer service life.
Low-alloy
steel, on the other hand, has worse mechanical properties, but has many
advantages. It is well weldable and a much cheaper
material. In many constructions in the automotive industry, the combination of
common material characteristics can be very beneficial (Fig. 2).

Fig. 2. Dissimilar
metal welds (DMW) of excavator components
The
article focuses on the selection of mixed welding parameters for excavator
structures. The manuscript shows the investigations results and their analyses.
The conducted analyses made it possible to find the proper solution of
excavator construction elements welding. The joint were made of two mixed
various steel grades (Hardox 450 with S355J2). It was decided to create mixed Hardox/low-alloy
steel joints using the MAG process with modern gas mixtures with micro nitrogen
additions.
2.
MATERIALS AND PROCESS
Two
grades of steel were selected to the investigation (Tab. 1). The chemical
composition of both materials is not the same. Hardox
group are rather difficult to weld because of hard martensite
structure, that could provoke incompabilities
[8-10]. Low-alloy steel is treated as material easier to weld.
Tab.
1
Weight
chemical comp. of tested materials [%]
|
Steel grade |
C |
Si |
Mn |
P |
S |
Mo |
Ni |
Cr |
|
Hardox 450 |
0.26 |
0.7 |
1.6 |
0.026 |
0.011 |
0.6 |
1.5 |
1.4 |
|
S355J2 |
0.21 |
0.43 |
1.51 |
0.29 |
0.024 |
0.03 |
0.31 |
- |
In Hardox450 the linear energy during welding should be
limited to 4.3 kJ/cm level [3-5], while in S355J2
steel welding, there are no special restrictions.
Dissimilar
metal welds are not fully described in literature. Low-alloy steel might be
welded using the low-hydrogen and low-nitrogen methods [6-7].
MAG
welds were made using the two steel grades: Hardox
450 and S355J2. The characteristic of tested
materials is presented in (Tab. 2).
Tab. 2
The selected properties of materials [9]
|
Material |
YS [MPa] |
UTS [MPa] |
Hardness, HBW |
|
Hardox 450 |
1190 |
1355 |
220 |
|
S355J2 |
345 |
610 |
450 |
There
is a big difference in mechanical properties from both grades of steel.
Two
electrode wires were used in investigation: Union X90
and Union X96. The composition of both wires is
presented in the Tab. 3.
The
welding parameters were rather typical:
- electrode diameter: 1 mm,
- voltage: 19.5 V,
- current: 114.5 A,
- shielding gas flow: 15.5
l/min,
- DC with (+) on the
electrode.
Tab.
3
Electrode wires [%]
|
Filler |
C |
Si |
Mn |
P |
Cr |
Mo |
Ni |
Ti |
|
Union
wire X90 |
0.11 |
0.82 |
1.83 |
0.012 |
0.39 |
0.61 |
2.33 |
0.005 |
|
Union
wire X96 |
0.13 |
0.88 |
1.89 |
0.013 |
0.28 |
0.43 |
3.33 |
0.005 |
The
welded samples had dimensions of 800×200×8 mm. In the welding MAG process,
a popular gas Ar-18% CO2 and with two
experimental mixtures of Ar-18% CO2-0.3% N2 and with Ar-18% CO2-0.6%
N2 were selected to act as shielding
gases. The dissimilar joints were made with a thickness of 8 mm with “V” bevelling (Fig. 3).
The tests included tests:
- non-destructive (NDT),
- destructive tests (DT).
The main NDT observations were
based on:
- visual examination (VT),
- magnetic particle testing (MT).
The main destructive tests based
on:
- bending test,
- tensile test,
- fatigue test,
- microstructure.
Fig. 3. The welding preparation, thickness t = 8 mm
The NDT examinations were performed in accordance with the relevant standards in the following manner:
- VT using a magnifying loupe
with 3 × magnification - observation was done according to PN-EN
ISO 17638 standard keeping criteria from EN ISO 5817
norm,
- MT was checked, keeping the
PN-EN ISO 17638 norm and main criteria from EN ISO 5817 standard. A magnetic flaw detector REM – 230
was used.
The DT (destructive test) examinations were performed in accordance with the relevant standards in the following manner:
- microstructure using Adler
reagent,
- hardness test based on the PN-EN ISO 9015-1:2011 and PN-EN
ISO 6507-1:2018-05 norms,
- the tensile test was
checked basing on the PN-EN ISO 6892-1:2020 and E 468-90
ASTM,
- the fatigue test was performed
using ASTM E468-18 standard,
- the impact toughness test was
done using a Zwick Roell machine, HIT450P
type based on PN-EN ISO 148-1 standard.
3.
RESULTS AND DISCUSSION
The dissimilar metal welds (DMW) with various parameters were completed.
The welding speed, type of wire and the type of shielding gas were changed
during the tests. The obtained weld joints were tested by NDT methods. Other
welding parameters such as voltage, current, and shielding gas flow rate were
not changed. The method of bevelling samples was also not changed. The welding
process was always correct, and the welding arc was stable. All tests were
carried out at room temperature. The sample designation and NDT results are
presented in the Tab. 4.
Tab. 4
Designation and NDT results
|
Sample |
Shielding gas |
Wire |
Speed, mm/min |
Observations |
|
P1 |
Ar-18% CO2 |
Union X90 |
330 |
cracks in weld |
|
P2 |
Ar-18% CO2 |
Union X90 |
430 |
lack of incompatibilities |
|
P3 |
Ar-18% CO2 |
Union X96 |
330 |
cracks in weld |
|
P4 |
Ar-18% CO2 |
Union X96 |
430 |
lack of incompatibilities |
|
P5 |
Ar-18% CO2-0.3% N2 |
Union X90 |
330 |
lack of incompatibilities |
|
P6 |
Ar-18% CO2-0.3% N2 |
Union X90 |
430 |
lack of incompatibilities |
|
P7 |
Ar-18% CO2-0.3% N2 |
Union X96 |
330 |
lack of incompatibilities |
|
P8 |
Ar-18% CO2-0.3% N2 |
Union X96 |
430 |
lack of incompatibilities |
|
P9 |
Ar-18% CO2-0.6% N2 |
Union X90 |
330 |
cracks in weld |
|
P10 |
Ar-18% CO2-0.6% N2 |
Union X90 |
430 |
lack of incompatibilities |
|
P11 |
Ar-18% CO2-0.6% N2 |
Union X96 |
330 |
cracks in weld |
|
P12 |
Ar-18% CO2-0.6% N2 |
Union X96 |
430 |
cracks in weld |
The table
data shows that the quality of welds is affected by the welding process speed
and type of the shielding gases. The biggest nitrogen addition (0.6%) to the
shielding gas mixture is unfavourable. It was noticed that high quality welds
were obtained when a micro nitrogen amount of 0.3% was introduced to the
standard gas mixture (samples P5, P6, P7, P8). For destructive testing, only
those joints that passed the NDT inspection were taken into account (samples:
P2, P4, P5, P6, P7, P8, P10).
Next, the bending test was carried
out. The bending test was realized only for the joints in which no
incompabilities were observed. The test specimens were prepared with a
dimension of 8 mm × 30 mm. A standard mandrel with a diameter of 90 mm was used
in the experiment Bending angle was 180°. The results of bending tests are
given in the Tab. 5.
The
bending test gave mainly positive results. In the bending test, a crack was
noticed only in one case, when the joint was made with UNION X 96 electrode
wire (sample P4).
Further impact toughness tests were carried out. It was decided to take
into impact toughness test those samples which no incompabilities were found
(samples: P2, P5, P6, P7, P8, P10).
The
Charpy-V impact toughness could be treated as a verry important welding tests
as it give information about the plastic properties of the weld.
Tab.
5
Bending test results
|
Sample |
Gas |
Wire |
Speed, mm/min |
DMW observations |
|
P2 |
Ar-18% CO2 |
Union X90 |
430 |
lack of incompabilities |
|
P4 |
Ar-18% CO2 |
Union X96 |
430 |
cracks |
|
P5 |
Ar-18% CO2-0.3% N2 |
Union X90 |
330 |
lack of incompabilities |
|
P6 |
Ar-18% CO2-0.3% N2 |
Union X90 |
430 |
lack of incompabilities |
|
P7 |
Ar-18% CO2-0.3% N2 |
Union X96 |
330 |
lack of incompabilities |
|
P8 |
Ar-18% CO2-0.3% N2 |
Union X96 |
430 |
lack of incompabilities |
|
P10 |
Ar-18% CO2-0.6% N2 |
Union X90 |
430 |
lack of incompabilities |
The joint is treated to have positive plastic properties when the impact
toughness has value of minimum 47 J at the lower temperatures. Impact toughness
tests were realized at temperature of -20°C, that corresponds with second class
of toughness (Table 6).
Tab. 6
Impact toughness test results
|
Sample |
Gas |
Wire |
Speed, mm/min |
KV (at -20° C), J |
|
P2 |
Ar-18% CO2 |
Union X90 |
430 |
44 |
|
P5 |
Ar-18% CO2-0.3% N2 |
Union X90 |
330 |
55 |
|
P6 |
Ar-18% CO2-0.3% N2 |
Union X90 |
430 |
62 |
|
P7 |
Ar-18% CO2-0.3% N2 |
Union X96 |
330 |
53 |
|
P8 |
Ar-18% CO2-0.3% N2 |
Union X96 |
430 |
48 |
|
P10 |
Ar-18% CO2-0.6% N2 |
Union X90 |
430 |
38 |
Tests have
proven that many factors have an important influence on the quality of joints.
It was easy to observe that the composition of electrode wire, the
composition of gas mixture and the welding speed have influence on the
mechanical properties of the weld. The best properties of the joints were
always obtained when: nitrogen was added to the standard shielding gas mixture
at the level of 0.3%.
The best result was taken (for sample P6) when the electrode wire was UNION X90
(with a lower carbon content) and when the welding speed was elevated up
to 430 mm/min. The next part of the research was the tensile strength analysis.
Tensile strength results were prepared only for samples that had positive
impact toughness (2- class). The results are shown in Table 7.
The tests
have confirmed that many factors have an important impact on the quality of
joints. In all the obtained cases (P5, P6, P7, P8), the UTS was above 600
MPa, which can be considered a success in atypical mixed joints. The best
properties of the dissimilar metal welds (DMW) were always
obtained when: nitrogen was added to the standard shielding gas mixture at the
level of 0.3%. The best result was taken (for sample P8) when the electrode
wire was UNION X96 (with a higher carbon content) and when the welding process
speed was 430 mm/min. The next part of the research was the
fatigue analysis. Two samples were tested: for which the highest impact
strength (P6) was obtained, and the one for which the highest strength was
obtained. The flats were used with loading represented by a cyclic displacement
signal in the form of sinusoidal function with frequency of 10 Hz and R equal
to -1. The loading stage was carried out to determine the stress at which,
after obtaining 2×106 cycles, no failure would occur. Values of the fatigue limit were ranged
between 180 MPa and 250 MPa. The fatigue test results are given
in Table 8.
Tab.
7
Tensile strength results
|
Sample |
Gas |
Wire |
Speed, mm/min |
UTS, MPa |
|
P5 |
Ar-18% CO2-0.3% N2 |
Union X90 |
330 |
610 |
|
P6 |
Ar-18% CO2-0.3% N2 |
Union X90 |
430 |
617 |
|
P7 |
Ar-18% CO2-0.3% N2 |
Union X96 |
330 |
633 |
|
P8 |
Ar-18% CO2-0.3% N2 |
Union X96 |
430 |
649 |
Tab. 8
Fatigue limit of
the tested joints
|
Specimen |
Stress,
MPa |
|
P6 |
235 |
|
P8 |
226 |
The
fatigue test has confirmed that many factors have an important influence on the
quality of joints. The research indicates that the fatigue strength is at
a similar level. It can therefore be concluded that both the welding parameters
for the P6 sample (UNIX 90 wire) and the welding parameters for the P8 sample
(UNIX 96 wire) give the best results. In both cases, a shielding gas plays an
important role, in which a nitrogen content of 0.3% is added. All tests showed
that better results were obtained with a welding speed of 430 mm/min. The last
step of the investigation was to observe the structure of the joint (Fig. 4).
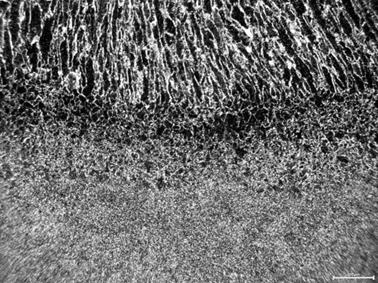
Fig. 4. The structure of dissimilar metal welds
(sample P6)
The dominant martensitic structure of Hardox
450 steel is shown in the lower part of the Fig. 4. and the dominant
ferritic-pearlitic structure of S355J2 steel is visible in the upper part of
the Fig. 4. A very nice fusion line was obtained, which proves that the process
parameters were really well selected.
4. CONCLUSION
The article sets out to establish the dissimilar
welding parameters for constructions of excavator elements using Hardox450
steel and S355J2 steel. Hardox steel is treated as an important material in the
automotive sector because of wear resistance to abrasive wear and its high
tensile strength. For economic reasons, there is a need to weld Hardox steels
with non-alloy steels. Such joints are found in the elements of excavators. Dissimilar metal welds (DMW) found great application in the construction of vehicles. In the article,
it was decided to check the innovative use of shielding gas mixtures with
micro-nitrogen additives for welding Hardox 450 steel with S355 unalloyed
steel. Test joints were made using 3 different shielding gas mixtures
containing Ar -18% CO2 and Ar -18% CO2 -0.3% N2
and Ar -18% CO2 -0.6% N2. In addition, the influence of
two different electrode wires and two different welding speeds on the quality
of welds was simultaneously tested. NDT tests were performed, followed by
destructive tests. Each joint examination narrowed down the number of
combinations of various parameters, leading to finding the most appropriate
solution. Bending tests, impact tests, strength tests and fatigue tests were
performed. Research shows that the amount of 0.3% N2 in the
shielding gas mixture is very desirable. This increases the tensile strength
and allows for better impact toughness compared to the classic Ar-CO2
gas mixture.
The use of
wire with a lower carbon amount allows for slightly better impact strength, but
at the same time a slightly lower tensile strength. Welded joints made with
both electrode wires (Unix 90 and UNIX 96) are characterized by comparable
fatigue strength. Better results were obtained with increased welding speed
(430 mm/min instead of 330 mm/min). The correctness of well-chosen welding
parameters is confirmed by the metallographic structure.
The main conclusions could be drawn based on
the research study:
1.
It is possible to weld correctly joints made
of two different grades (dissimilar welding) of Hardox steel and a low-alloy
steel.
2.
The tensile strength of dissimilar welded
excavator elements is on the level of 600 MPa.
3.
The welding wire UNION X90 and the complex
gas mixture of 80% Ar-18% CO2-0.3% N2 provide the most
preferred properties of a tested dissimilar weld.
4.
Bending
tests, microstructure testing, and non-destructive tests have confirmed the
possibility of accurate dissimilar welding of the excavator components.
References
1.
Izairi
N., F. Ajredini, A. Vevecka-Pfiftaj, P. Makreski, M.M. Ristova. 2018.
“Microhardness evolution in relation to the cFigtalline microstructure of
aluminum alloy AA3004”. Archives of
Metallurgy Materials 63(3): 1101-1108. DOI: https://doi.org/10.24425/123782.
2.
Giles
T.L., K. Oh-Ishi, A.P. Zhilyaev, S. Swami, M.W. Mahoney, T.R. McNelley. 2009.
“The Effect of Friction Stir Processing on the Microstructure and Mechanical
Properties of an Aluminum Lithium Alloy”. Metallurgical
and Materials Transactions 40(1): 104-115. DOI: https://doi.org/10.1007/s11661-008-9698-8.
3.
Hamilton C., S. Dymek,
A. Węglowska, A. Pietras. “Numerical
simulations for bobbin tool friction stir welding of aluminum 6082-T”. 2018. Archives of Metallurgy Materials 63(3):
1115-1123. DOI: https://doi.org/10.24425/123784.
4.
Benato R., F. Dughiero, M. Forzan, A. Paolucci. 2002. “Proximity effect and magnetic field calculation in
GIL and in isolated phase bus ducts”. IEEE
Transactions on Magnetics 38(2): 781-784. DOI: https://doi.org/10.1109/20.996202.
5.
Jaewson L., A. Kamran, P. Jwo. 2011. “Modeling
of failure mode of laser welds in lap-shear speciments of HSLA steel sheets”. Engineering Fracture Mechanics 78(2): 347-396.
6.
Celin R.,
J. Burja. 2018. “Effect of cooling rates on the weld heat affected zone
coarse grain microstructure”. Metallurgical
and Materials Engineering 24(1): 37-44. DOI: https://doi.org/10.30544/342.
7.
Darabi
J., K. Ekula. 2003. “Development of a chip-integrated micro cooling device”. Microelectronics Journal 34(11):
1067-1074. DOI: https://doi.org/10.1016/j.mejo.2003.09.010.
8.
Hadryś D.
2015. “Impact load of welds after micro-jet cooling”. Archives of Metallurgy and Materials
60(4): 2525-2528. DOI: https://doi.org/10.1515/amm-2015-0409.
9.
Kołodziejczak P., D. Golanski, T. Chmielewski, M.
Chmielewski. 2021. “Microstructure of rhenium doped Ni-Cr
deposits produced by laser cladding”. Materials
14: 2745. DOI: https://doi.org/10.3390/ma14112745.
10.
Skowrońska B., T.
Chmielewski, M. Kulczyk, J. Skiba, S. Przybysz. 2021. “Microstructural investigation of a friction-welded
316l stainless steel with ultrafine-grained structure obtained by hydrostatic
extrusion”. Materials 14:
1537. DOI: https://doi.org/10.3390/ma14061537.
11.
Nosko O., W. Tarasiuk,
Y. Tsybrii, A. Nosko, A. Senatore,
V. D’Urso. 2021. “Performance of acicular grindable thermocouples for temperature measurements at
sliding contacts”. Measurement: Journal of the International Measurement
Confederation 181: 109641. DOI:
https://doi.org/10.1016/j.measurement.2021.109641.
12.
Borawski A., E.
Borawska, S. Obidziński, W. Tarasiuk. 2020. “Effect
of the chemical composition of the friction material used in brakes on its
physicochemical properties. Laboratory tests”. Przemysl Chemiczny 99(5): 767-770.
Received 05.01.2024; accepted in revised form 30.04.2024
![]()
Scientific
Journal of Silesian University of Technology. Series Transport is licensed
under a Creative Commons Attribution 4.0 International License