Article
citation information:
Szczucka-Lasota, B.,
Węgrzyn, T., Łazarz, B., Jurek, A., Wilczyński, K.I. Welding of pins to mobile platforms
arms. Scientific Journal of Silesian University
of Technology. Series Transport. 2020, 109,
177-186. ISSN: 0209-3324. DOI: https://doi.org/10.20858/sjsutst.2020.109.16.
Bożena SZCZUCKA-LASOTA[1],
Tomasz WĘGRZYN[2], Bogusław
ŁAZARZ[3], Adam JUREK[4],
Krzysztof I. WILCZYŃSKI[5]
WELDING
OF PINS TO MOBILE PLATFORMS ARMS
Summary. There is an increasing
demand for mixed joints made of hard-weldable steels used in the construction
of transport means. An illustration of this is the welding of movable platform
elements such as a pin to arm joints. The pin is made of high-strength
structural steel S690 QL (1.8928) while the arm of the movable platform is
made of DOCOL 1200M steel from the AHSS group (Advanced High-Strength Steel).
Such a joint is not easy to make due to the different chemical composition
of both steels. The difference in thickness of welded elements creates an
additional difficulty. The thickness of the cylindrical pin is 40 mm, whereas
the thickness of the sheet metal used for the platform arm is much smaller and
amounts to 2 mm. Joints of varying thickness and chemical composition tend to
produce cracks in the heat-affected zone as well as in the weld. The purpose of
this article is to determine the most appropriate welding parameters and the
selection of additional materials to obtain correct joint with good mechanical
properties, free of welding defects and incompatibilities.
Keywords: civil engineering, transport, mobile platforms,
welding
1. INTRODUCTION
In
the construction of transport means, there is an increasing demand for welding
of new steel grades, including mixed steel joints that support high structural
strength [2,4,5,6,10,13]. An example of application of hard-welded mixed joints
are elements of movable platforms. This article examines the possibility of
making a correct mixed pin to arm joint of such a platform. High-strength
steels from the AHSS group (for example, DOCOL 1200M steel) are used for the
platforms’ arms, whereas lower strength steels (for example, S690 QL
steel) are used for the pins [11].
This
article focuses on multi-material welding of thin-walled construction of
movable platform arms with a pin of much greater thickness. The purpose of this
paper is to select the most appropriate welding process parameters to ensure
good mechanical properties of the mixed joint made of S690 QL and DOCOL 1200M
steels used in the construction of mobile platforms.
2. MATERIALS AND METHODS
Steel
S690 QL, from the group of high-strength steels, is increasingly used in civil
engineering and transport due to its high strength and high yield strength.
Those steels are primarily used for the loaded parts of welded structures, for
example, crane elements, mobile platforms, tanks or for pins used in the
construction of transport means. The use of S690 QL steel reduces the total
weight of a transport vehicle structure. The tensile strength of this steel is
high, at the level of 900 MPa, the yield strength is at 700 MPa and the
relative elongation is at the level of 15% [11,12]. During the welding of this
steel, a reduction of the mechanical properties of the joint compared to the
parent material can be observed. Therefore, it is recommended to limit the
linear energy during the welding process to the level of 4,5 kJ/cm [1,7,9,14].
DOCOL
1200 M steel from the AHSS group is characterised by very high strength, at the
level of 1200 MPa and a yield strength of 950 MPa. DOCOL 1200 M steel has a
twice lower relative elongation at a value of 7%. Typical applications of DOCOL
1200 M steel include advanced lifting equipment, mobile platforms as well as
truck frames [11,12]. Table 1 presents the mechanical properties of S690 QL and
DOCOL 1200M steels used for elements of moving platforms.
Tab. 1
Mechanical properties of
S690 QL and DOCOL 1200M steels [11]
|
Steel |
The yield point YS, MPa |
Tensile strength UTS, MPa |
Relative elongation A5,% |
|
DOCOL 1200M |
950 |
1250 |
7 |
|
S690 QL |
690 |
900 |
15 |
DOCOL
1200M and S690QL steels are considered as difficult to weld due to appearing
cracks in the weld (less often than in the heat-affected zone) [3]. Welding of
both of these steel grades (separately and in mixed joints) produce
difficulties due to the presence of a dominant martensitic structure in them [3,8,11].
Mixed joints create additional complications due to the differences in chemical
composition and varied plastic properties. Table 2 presents the chemical
composition of DOCOL 1200M and S690QL steel.
Tab. 2
Chemical properties of S690
QL and DOCOL 1200M steels [11]
|
Steel grade |
C% |
Si% |
Mn% |
P+S% |
Ni% |
Al% |
Mo% |
Ti% |
|
DOCOL 1200M |
0.11 |
0.2 |
1.7 |
0.012 |
0.1 |
0.041 |
0.05 |
0.025 |
|
S690
QL |
0.19 |
0.8 |
1.7 |
0.019 |
2.1 |
0.015 |
0.72 |
0.050 |
The
chemical composition of both steels is not similar. Furthermore, it is worth to
note much higher carbon content present in S690 QL steel than in DOCOL 1200 M
steel, which significantly increases its strength, however, worsening the
plastic properties at the same time. To improve the plastic properties of S690
QL steel, an additional higher content of Ni and Mo shall be introduced.
It
was decided to verify the possibility of proper circumferential welding of the
thick-walled pin (40 mm high and 40 mm in diameter) made of S690 QL steel to
the thin-walled arm of the mobile platform (with a thickness of 2 mm) made of
DOCOL 1200M steel. Further, we resolved to produce welds with the use of MAG
(Metal Active Gas) process testing the following gas mixture acting as a
shielding gas: Ar + 18% CO2 and Ar +10% CO2 (according to
the PN-EN 14175 norm).
The
following electrode wires were selected: UNION X90 (EN ISO 16834-A G 89 6 M21
Mn4Ni2CrMo) and UNION X96 (EN ISO 16834-A G 89 5 M21 Mn4Ni2, 5CrMo), their
chemical composition is presented in Table 3.
Tab. 3
Electrode
wires used in the research - chemical composition [1]
|
UNION |
C% |
Si% |
Mn% |
P% |
Cr% |
Mo% |
Ni% |
Ti% |
|
X90 |
0.10 |
0.8 |
1.8 |
0.010 |
0.35 |
0.60 |
2.3 |
0.005 |
|
X96 |
0.12 |
0.8 |
1.9 |
0.010 |
0.45 |
0.55 |
2.5 |
0.050 |
The
chemical composition of both wires is similar; however, it differs slightly
from the chemical composition of the welded steels. The parameters of
peripheral welding of the pin to the platform arm with the use of both
electrode wires were comparable. The diameter of the electrode wire was 1.0 mm,
arc voltage 18 V and welding current 110 A. In both cases, three different
peripheral welding speeds were verified: 25 mm/min, 35 mm/min and 45 mm/min.
According to literature recommendations, the welding speed was changed three
times to assess the linear energy that is most appropriate [11,14]. The source
of a direct current was connected to (+) on the electrode, the thin-walled weld
was single-stitched. Each time before the welding, pre-heating drying to the
temperature of 70°C was applied.
In
addition, a mixed testing joint of the tested sheets (DOCOL 1200 M and S690 QL)
was made with a thickness of 3 mm, to analyse the strength and bending
resistance. Similarly, as before, the diameter of the electrode wire was
1.0 mm, arc voltage 18 V and welding current 110 A. The weld was
single-stitched. Furthermore, in this part of the study two different electrode
wires: UNION X90 and UNION X96, as well as two various argon shielding
mixtures: Ar + 18% CO2 and Ar +10% CO2 (according to
PN-EN 14175 norm) were used. Each time before the welding, pre-heating drying
to the temperature of 70°C was applied.
3.
METHODS, SCOPE OF RESEARCH
The
research included non-destructive testing (NDT):
• visual testing (VT) of prepared welded joints was done
with the use of an eye armed with a magnifying glass at the magnification of
3× – test was done according to the PN-EN ISO 17638 norm,
assessment criteria according to the EN ISO 5817 standard,
• magnetic particle testing (MT) - tests were carried out
according to the PN-EN ISO 17638 norm, with assessment performed according to
the EN ISO 5817 standard, using a magnetic flaw detector of REM-230 type,
• radiographic tests - tests were carried out according to
the PN EN ISO 15614-1 norm. The type of radiation source was SMART 200.
Amongst
the destructive tests, the following assessments of the researched pin to
platform arm weld were performed:
• examination of the microstructure of specimens digested
with the use of Adler's reagent and a light microscope (LM),
• hardness measurement (HPO 250 hardness tester, HV10 test
method).
Additionally,
for a mixed testing MAG joint made of the two 3 mm thick sheets, the following
tests were carried out:
• tensile strength test using a machine (ZWICK 100N5A
strength testing machine),
• bending test (ZWICK 100N5A strength testing machine).
4.
RESULTS AND DISCUSSION
A
mixed butt-type welded joint (BW) from S690 QL steel with the thickness of t1 =
40 mm and from DOCOL 1200 M steel with the thickness of t2 = 2 mm was made. MAG
(135) welding method was applied in the down position (PA) according to the EN
15614-1 norm. The material preparation for single-stitched welding is presented
in Figure 1.
To assess the
weldability of the mobile platform components (pin and platform arm) two argon
mixtures: 82% Ar-18% CO2 and 90% Ar-10% CO2 were
selected to act as shielding gases, and the two electrode wires: UNION X90 and
UNION X96 were applied. Each time before the welding, pre-heating drying to the
temperature of 70°C was applied.
After welding, the
following non-destructive tests (NDT) were carried out: visual (VT),
magnetic-particle (MT) and radiographic.
The results of the
created mobile platform joint are presented in Table 4.
Table 4 data shows
that the type of shielding mixture, as well as the type of electrode wire and
especially the type of linear energy, affect the quality of the produced joint.
For all four cases tested, no cracks in the weld appeared only the welding
speed was at the level of 35 mm/min. Those welds received the quality level B
according to the PN EN ISO 5817 norm. The image quality was W18 according to
the EN ISO 19232-1 norm. Non-destructive testing showed that the less oxidising
argon mixture (90% Ar-10% CO2) is more appropriate as its use allows
to avoid cracks in welds made with a different speed than 35 mm/min.
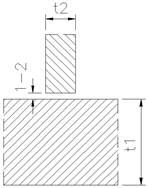
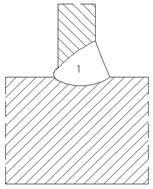
Fig.
1. (a) Groove shape; (b) Welding method
Tab. 4
Assessment of non-destructive testing of the
movable platform joint
|
Shielding
gas |
Electrode
wire |
Welding
speed 25 mm/min |
Welding
speed 35 mm/min |
Welding
speed 45 mm/min |
|
90% Ar-10% CO2 |
X90 |
No cracks |
No cracks |
Cracks in the weld |
|
90% Ar-10% CO2 |
X96 |
Cracks in the weld |
No cracks |
No cracks |
|
82% Ar-18% CO2 |
X96 |
Cracks in the weld |
No cracks |
Cracks in the weld |
|
82% Ar-18% CO2 |
X96 |
Cracks in the weld |
No cracks |
Cracks in the weld |
4.1. Results of destructive testing
For further testing,
only joints made with the welding speed of 35 mm/min were considered. Joint
hardness distribution was carried out as well. The results are presented in
Table 5.
Tab. 5
Hardness distribution in a mixed joint
|
Wire |
Gas mixture |
DOCOL 1200M |
HAZ-1 |
Weld |
HAZ-2 |
S690 QL |
|
UNION X90 |
90% Ar-10%
CO2 |
395 |
317 |
376 |
386 |
256 |
|
UNION X96 |
90% Ar-10%
CO2 |
396 |
315 |
407 |
384 |
259 |
|
UNION X90 |
82% Ar-18%
CO2 |
398 |
312 |
381 |
380 |
257 |
|
UNION X96 |
82% Ar-18%
CO2 |
398 |
310 |
413 |
381 |
258 |
Analysing the data
from Table 5, it can be noted that the electrode wire UNION X90 is more
appropriate due to the similar hardness value in the whole joint (below 400
HV). Similar hardness in the entire welded joint promotes cracks resistance.
The use of UNION X96 electrode wire is less advantageous. The increased content
of C and Cr in the wire increases the hardness of the weld exceeding the
value of 400 HV. The weld hardness at the level of 413 obtained with the use of
UNION X96 electrode wire is too high and may cause joint cracks that occur when
the welding energy is not selected properly (Table 4). At the same time, it was
observed that the mixture of 90% Ar-10% CO2 is the most suitable to act as a
shielding gas. The weld made in the shield of 82% Ar-18% CO2
characterises with a higher hardness, which might be a result of numerous and
larger non-metallic oxide inclusions in the weld metal due to the more
oxidative nature of the shielding mixture [11].
4.2. Strength
tests
To obtain additional
information regarding the correctness of the joint, it was decided to perform
tensile strength tests. For this purpose, an additional mixed joint made of
other sheets (DOCOL 1200M and S690 QL) with a thickness of 3 mm was carried
out.
The MAG (135) welding
method was applied again in the down position (PA) and according to the
requirements of the EN 15614-1 norm. Once the joints welded with various
parameters were completed, tests of immediate tensile strength were performed.
Joint strength tests were carried out on the ZWICK 100N5A strength testing
machine. The results of the mechanical tests of the welds: S690 QL/DOCOL 1200M
(an average of three measurements) are presented in the Tables 6-7.
Tab. 6
Mechanical properties of the mobile platform joint
(mixed jointS690 QL /DOCOL1200M)
|
Welding
types |
Electrode
wire |
Shielding gases |
Rm, MPa |
Re, MPa |
A5, % |
|
S690 QL / DOCOL 1200M |
Union X90 |
90%
Ar-10% CO2 |
719 |
562 |
7.3 |
|
S690 QL / DOCOL 1200M |
Union X96 |
90%
Ar-10% CO2 |
741 |
589 |
6.9 |
|
S690 QL / DOCOL 1200M |
Union X90 |
82%
Ar-18% CO2 |
723 |
567 |
7.2 |
|
S690 QL / DOCOL 1200M |
Union X96 |
82%
Ar-18% CO2 |
745 |
591 |
6.8 |
The analysis of the
array data shows that the connectors were correctly made. The best plastic
properties were obtained for the joint created with the use of Union X90
electrode wire and the shielding gas mixture containing 90% Ar-10% CO2.
Union X96 wire supports greater joint strength, but at the cost of plastic
properties deterioration. The highest relative elongation value of the mixed
joint was obtained when welding with the use of MAG method, Union X90 electrode
wire and the gas mixture 90% Ar-10% CO2.
Afterwards, the
bending test of the created joints was performed. For the test, a sample with a
thickness of a = 3 mm, width of b = 20 mm, mandrel of d = 22 mm and support
spacing of d + 3a = 31 mm was used, the required bending angle was at the level
of 180°. Five bending measurements were carried out both on the face side
and on the root side of the weld.
Those joints that
obtained the best plastic properties (with the use of UNION X90, UNION X96
electrode wires and 90% Ar-10% CO2 and 82% Ar-18% CO2 gas
mixtures) were subjected to the bending test. The tests results are summarised
in Table 7.
The analysis of Table
7 shows that the joints were correctly made. No cracks or other
incompatibilities were found in the tested samples. However, cracks were
observed in the joints from the root of the weld side where the Union X96
electrode wire was used.
Tab. 7
Mixed joints bending test results
|
Welding
types |
Side deformation |
Side deformation |
Size [mm] |
Comments |
|
Union X90 |
90% Ar-10% CO2 |
Root of the weld |
3 x 20 |
No
cracks, no incompatibilities |
|
Union X90 |
90% Ar-10% CO2 |
Face of the weld |
3 x 20 |
No
cracks, no incompatibilities |
|
Union X90 |
82% Ar-18% CO2 |
Root of the weld |
3 x 20 |
No cracks,
no incompatibilities |
|
Union X90 |
82% Ar-18% CO2 |
Face of the weld |
3 x 20 |
No
cracks, no incompatibilities |
|
Union X96 |
90% Ar-10% CO2 |
Root of the weld |
3 x 20 |
Cracks in weld |
|
Union X96 |
90% Ar-10% CO2 |
Face of the weld |
3 x 20 |
No
cracks, no incompatibilities |
|
Union X96 |
82% Ar-18% CO2 |
Root of the weld |
3 x 20 |
Cracks in weld |
|
Union X96 |
82% Ar-18% CO2 |
Face of the weld |
3 x 20 |
No
cracks, no incompatibilities |
4.3.
Metallographic examination
The microstructure
analysis was performed next. Similarly, the structure of those mixed joints
that presented the best relative elongation was analysed. The microstructure of
the cross-section of the S690 QL/DOCOL 1200M joint is presented in Figure 2.
Observations of
specimens digested in the Adler's reagent were performed on the Reichert light
microscope. A typical structure of the pin to arm joint made with the use of
UNION X90 electrode wire and in the shielding mixture of 90% Ar-10% CO2
is shown in Figure 2.
The results of the
structural tests indicate that in the pin to arm platform weld, martensitic and
fine-grained ferrite structures dominate. The results of all the tests
presented in this article were positive, confirming that the selected UNION X90
electrode wire, the gas mixture 90% Ar-10% CO2 and the selected
welding parameters are correct (U = 18 V, I = 110 A, v = 35 mm/min).
5.
CONCLUSION
In the construction
of transport means, there is an increasing demand for the use of mixed joints
made of high-strength steels with steels from the AHSS group. Steels S690 QL
and DOCOL 1200M are increasingly used to construct mobile platforms structures.
Mixed joints created from those steels are prone to welding cracks. This
article presents the selection of welding parameters to welding the pin (S690
QL steel) to movable platform arms (DOCOL 1200M steel). Apart from an
appropriate selection of gas mixture, type of electrode wire and voltage
parameters, it is important to determine the appropriate welding speed. During
the first part of the study, mixed joints made with different linear energy
were performed, promoting the selection of the most appropriate welding speed
(v = 35 mm/min) which did not produce welding defects and incompatibilities.
The possibility of making correct mixed joints was confirmed by non-destructive
and destructive tests. Furthermore, the tests showed that the most appropriate
way to make a mixed joint from S690 QL steel (used for the pin) with DOCOL
1200M steel (used for the platform arm) is the application of the protective
gas mixture 90% Ar-10% CO2 with a UNION X90 electrode wire during
the MAG welding. Those parameters produce joints without welding defects and
incompatibilities and promote comparable hardness of 380 HV on the entire
joint. The strength of the mixed joint obtained with such parameters is high,
at the level of 720 MPa. The change of argon gas mixture to a mixture with a
higher CO2 content (introduction of additional oxygen to the weld
metal) and the change of electrode wire (which increases the content of Fe and
Cr in the weld metal) leads to an increase in the strength of the joint and at
the same time to a decrease in its plastic properties.
Further, the
metallographic structure of the weld (made of Union X90 electrode wire in the
shielding gas mixture of 90% Ar-10% CO2) was assessed, with
dominating martensitic structure and a fine-grained ferrite. This leads to the
conclusion that the welding parameters should be carefully selected to avoid
cracks and other welding defects and incompatibilities.
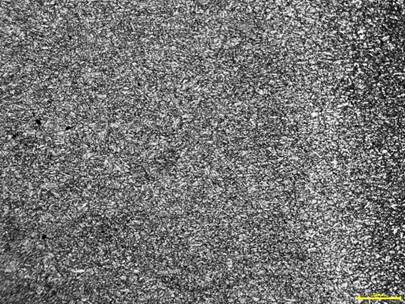
Fig. 2. The
structure of the mixed joint made of Union X90 electrode wire in the shielding
gas mixture of 90% Ar-10% CO2. Martensite and fine-grained ferrite
are
the dominant phases in the weld
Acknowledgement
This paper is part of the COST
project, CA 18223.
References
1.
Agrawal K.C. 2001. Industrial Power
Engineering and Applications Handbook, 1st ed. Elsevier Inc. ISBN:
978-0-7506-7351-8.
2.
Benato R., F. Dughiero, M. Forzan, A. Paolucci.
2002. “Proximity effect and magnetic field calculation in GIL and in
isolated phase bus ducts”. IEEE Transactions on Magnetics 38(2):
DOI: http://dx.doi.org/10.1109/20.996202.
3. Ferenc K., P. Cegielski, T.
Chmielewski. 2015. Welding technique in practice: A guide by an engineer,
constructor and technologist. 1st ed. Verlag Dashofer.
4.
Giles
Tanya L., Keiichir Oh-Ishi O., Alexander P. Zhilyaev, Srinivasan Swami, Murray
W. Mahoney, Terry R. McNelley. 2009. „The Effect of Friction
Stir Processing on the Microstructure and Mechanical Properties of an Aluminum
Lithium Alloy”. Metallurgical and Materials Transactions 40(1):
104-115. DOI: http://dx.doi.org/10.1007/s11661-008-9698-8.
5. Golański D., T. Chmielewski, B.
Skowrońska, D. Rochalski. 2018. “Advanced Applications of
Microplasma Welding”. Biuletyn Instytutu Spawalnictwa w Gliwicach 62(5): 53-63. DOI: http://dx.doi.org/10.17729/ebis.2018.5/5.
6.
Hamilton C., S. Dymek, A. Węglowska, A. Pietras. 2018. “Numerical
Simulations for Bobbin Tool Friction Stir Welding of Aluminum 6082-T6”. Archives
of Metallurgy Materials 63(3): 1115-1123. DOI: http://dx.doi.org/10.24425/123784.
7.
IEEE Standard for Metal-Enclosed Bus. 2016. In:
IEEE Std C37.23-2015” (Revision of IEEE Std C37.23-2003). IEEE.
DOI: http://dx.doi.org/10.1109/IEEESTD.2016.7470712.
8.
Izairi N., F. Ajredini, A. Vevecka-Pfiftaj, P. Makreski, M. Ristova.
2018. „Microhardness evolution in relation to the
cFigtalline microstructure of aluminum alloy AA3004”. Archives of
Metallurgy Materials 63(3): 1101-1108. DOI: http://dx.doi.org/10.24425/123782.
9.
Jaeschke B., M. Węglowski, T. Chmielewski. 2017.
„Current State and Development Opportunities of Dynamic Power Source for
GMA Welding Processes”. Journal of Manufacturing Technologies
42(1): 23-30.
10. Samardžić
I., M. Dunđer, M. Katinić, N. Krnić. 2017. “Weldability
investigation on real welded plates of fine-grained high-strength steel
S960QL”. Metalurgija 56(1-2):
207-210. ISSN: 0543-5846.
11. Silva A., B. Szczucka-Lasota, T.
Węgrzyn, A. Jurek. 2019. „MAG welding of S700MC
steel used in transport means with the operation of low arc welding
method”. Welding Technology Review 91(3): 23-28. DOI: https://doi.org/10.26628/wtr.v91i3.1043.
12. Skowrońska B., J. Szulc, T.
Chmielewski, D. Golański. 2017. „Selected
Properties of Plasma+MAG Welded Joints of S700 MC Steel”. Welding
Technology Review 89(10): 104-111. DOI: http://dx.doi.org/10.26628/ps.v89i10.825.
13. Spišák
E., J. Majerníková, J. Slota. 2014. “Change of ears
creation of AHSS steels after heat treatment of zinc coating”. Metalurgija 53(4): 473-476. ISSN:
0543-5846.
14. Szymański G., A. Patecki. 1984. „Eddy
current and temperature of the sheath in tree-phase pipe sheathing
system”. IEEB Transaction of Magnetics 20(5): 2004-2006. DOI: http://dx.doi.org/10.1109/TMAG.1984.1063218.
Received 09.08.2020; accepted in revised form 28.10.2020
![]()
Scientific
Journal of Silesian University of Technology. Series Transport is licensed
under a Creative Commons Attribution 4.0 International License