Article
citation information:
Szczucka-Lasota, B., Węgrzyn,
T., Łazarz, B., Jurek, A. Welding of mobile platform elements made of AHSS steel
and a non-alloy steel. Scientific Journal
of Silesian University of Technology. Series Transport. 2020, 106, 165-171. ISSN: 0209-3324. DOI: https://doi.org/10.20858/sjsutst.2020.106.14.
Bożena SZCZUCKA-LASOTA[1], Tomasz WĘGRZYN[2], Bogusław
ŁAZARZ[3], Adam JUREK[4]
WELDING
OF MOBILE PLATFORM ELEMENTS MADE OF AHSS STEEL AND A NON-ALLOY STEEL
Summary. In the construction of mobile platforms, there is an
increasing necessity to weld steels from the AHSS group (AHSS - Advanced
High-Strength Steel) with low-alloy steels. This article verifies the
possibility of obtaining accurate mixed welded joints from different grades of
AHSS steel with S355J2 steel. The structure, as well as mechanical properties
of the obtained welded joints, were thoroughly analysed.
Keywords: civil engineering,
transport, mobile platforms, welding
1. INTRODUCTION
In civil engineering and transport,
mixed joints made of AHSS steel and non-alloy steel play an important role [1].
High-strength AHSS steels find increasing use in civil engineering and
transport due to their high tensile strength at the level of around 700-1200
MPa [2-6]. This article aims to present the results of tests designed for
proper selection of welding parameters of mobile platforms thin-walled
construction elements made of tested steel grades. It was decided to create
mixed AHSS/non-alloy steel joints using the MAG process and two different
welding parameters. Welding of AHSS steels used for the construction of mobile
platforms has been previously analysed, however, welding of AHSS steels with
non-alloy steels is novel and not widely presented in technical literature. The
possibility of welding AHSS/non-alloy steel joints correctly and repeatably
could affect new design constructions and usage of mobile platforms with
increasing lifting capacity and working range.
2. RESEARCH MATERIALS
AND WELDING PARAMETERS
From the available AHSS
materials, two grades were selected (Tab. 1) and combined with a non-alloy
steel S355J2. The welded steel grades differ significantly due to their
chemical composition (Tab. 1). Steels from the AHSS group are typically
considered as difficult to weld because of cracks that appear in the weld and
in the heat-affected zone after the welding [7]. Non-alloyed steels are
considered as rather well-weldable.
Tab. 1
Chemical
composition of selected steel grades [7]
|
Steel grade |
C% |
Si% |
Mn% |
P% |
S% |
Al% |
Ni% |
Ti% |
|
Docol 1200M |
0.11 |
0.20 |
1.70 |
0.01 |
0.002 |
0.04 |
- |
0.025 |
|
S700MC |
0.12 |
0.1 |
2.1 |
0.025 |
0.01 |
0.015 |
0,09 |
0.15 |
|
S355J2 |
0.2 |
0.4 |
1.50 |
0.03 |
0.03 |
0.02 |
0.3 |
- |
When welding AHSS steel
it is recommended to limit the linear energy during welding to 5 kJ/cm level [1,4,8],
whereas S355J2 steel does not pose any major welding problems. The weldability
of mixed joints has not been yet sufficiently investigated and there is
deficient literature information on it, especially regarding its use in the
construction of transport means. Non-alloy steels might be welded applying
various processes, with the best results obtained using the low oxygen methods
[9,10]. During the welding of non-alloy steels, micro-jet cooling is employed
with an increasing frequency in order to control the structure and to enhance
the plastic properties of the joint [7].
3. PREPARATION OF
SAMPLES FOR TESTING
MAG welded joints were
made using the following steel grades: S355J2 with S700MC and Docol 1200.
Significant differences in the chemical composition of the selected steel
grades affect the structure, weldability and mechanical properties of the
joint. Selected mechanical properties of the steels used to create a connection
in the mobile platform are presented in Tab. 2.
It is worth pointing out
the vast difference in strength and yield strength for both material groups.
It was decided to make
mixed joints using two different types of electrode wires: Union X90 and Union
X96. The chemical composition of both wires is presented in Tab. 3.
Tab. 2
AHSS
steels used to build mobile platforms - mechanical properties [7]
|
Steel grade |
The
yield point YS [MPa] |
Tensile strength UTS [MPa] |
Elongation A5 [%] |
|
Docol 1200M |
950 |
1150 |
5 |
|
S700MC |
700 |
900 |
9 |
|
S355J2 |
355 |
600 |
11 |
Tab. 3
Electrode wire UNION X90 - chemical composition [7]
|
Electrode
wire |
C% |
Si% |
Mn% |
P% |
Cr% |
Mo% |
Ni% |
Ti% |
|
Union
X90 |
0,1 |
0,81 |
1,8 |
0,01 |
0,35 |
0.6 |
2.3 |
0,005 |
|
Union
X96 |
0,12 |
0,87 |
1,89 |
0,010 |
0,29 |
0.46 |
3.3 |
0,005 |
The steel welding
parameters were as follows: the diameter of the electrode wire was 1 mm,
the arc voltage was 19 V and the welding current was 115 A. The welded sheets
had dimensions of 1000 × 150 × 3 mm and the weld was of single
stitch type. In the MAG process, 80% Ar,18% CO2,2% O2 and
a mixture of 82% Ar and18% CO2 were selected to act as shielding gases.
The shielding gases flow rate was at a level of 15 l/min. The joints were made
at a speed of 400 mm/min. The linear energy was at 4.34 kJ/cm. A 3 mm thick
welded butt joint (BW) was made (KT sample). The MAG (135) welding method was
applied in the down position (PA) and according to the requirements of EN
15614-1 norm. The preparation of the material for single stitch welding as well
as created weld made from AHSS/non-alloy steel with thickness of 3 mm are
presented in Fig. 1.
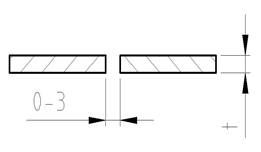
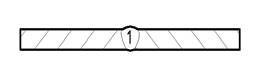
Fig. 1. Groove shape of P3 (a), welding
order of P3 (b)
4. RESULTS AND
DISCUSSION
Once the joints welded with various
parameters were completed, tests of immediate tensile strength were performed.
Joint strength tests were carried out on the ZWICK 100N5A strength testing machine.
The results of the mechanical tests of the welds: S355J2/Docol1200M and
S355J2/S700MC (average of three measurements) are presented in Tabs. 4-5.
Tab.
4
Mechanical
properties of the mobile platform joint
(mixed joint S355J2/Docol1200M).
|
Welding types |
Electrode wire |
Shielding gases |
Rm, MPa |
Re, MPa |
A5, % |
|
S355J2/ Docol 1200M |
Union
X90 |
80% Ar-18% CO2-2%
O2 |
517 |
422 |
7.4 |
|
S355J2/ Docol 1200M |
Union
X96 |
80% Ar-18% CO2-2%
O2 |
524 |
434 |
7.1 |
|
S355J2/ Docol 1200M |
Union
X96 |
82% Ar-18% |
533 |
439 |
6.4 |
|
S355J2/ Docol 1200M |
Union
X90 |
82% Ar-18% |
538 |
447 |
6.3 |
The analysis of the array data shows that
the connectors were made correctly. The best plastic properties had a joint
created of Union X90 electrode wire and made in the shielding gas mixture
containing 80% Ar, 18% CO2 and 2% O2. Union X96 wire
supports greater joint strength, but at the cost of plastic properties
deterioration. The highest relative elongation value of the mixed joint was
obtained when welding with the use of MAG method, Union X90 electrode wire and
a gas mixture containing 2% O2. Again, the weldability of
S355J2/S700MC steel was verified. The test results are presented in Tab. 5.
Tab. 5
Mechanical
properties of the mobile platform joint (mixed joint S355J2/S700MC)
|
Welding types |
Electrode wire |
Shielding gases |
Rm, MPa |
Re, MPa |
A5, % |
|
S355J2/ S700MC |
Union
X90 |
80% Ar-18% CO2-2%
O2 |
502 |
401 |
7.7 |
|
S355J2/ S700MC |
Union
X96 |
80% Ar-18% CO2-2%
O2 |
487 |
386 |
7.4 |
|
S355J2/ Docol 1200M |
Union
X96 |
82% Ar-18% |
507 |
397 |
7.2 |
|
S355J2/ Docol 1200M |
Union
X90 |
82% Ar-18% |
513 |
401 |
7.1 |
Also, in this case, the analysis of the
array data shows that the joints were made correctly. The strength of the
joints after the welding with two different electrode wires was at the level of
500 MPa, and the relative elongation was always above 7%. Similarly in this
situation, the best effects were obtained using 80% Ar,18% CO2, 2% O2
shielding gas and UNION X90 wire.
Next, the bending test of the created
joints was performed. For the test, a sample with thickness of a = 3 mm, width
of b = 20 mm, mandrel of d = 22 mm and support spacing of d + 3a = 31 mm was
used, the required bending angle was at the level of 180°. Five bending
tests measurements were carried out both on the face side and on the root side
of the weld.
Those joints that obtained the best
plastic properties (using UNION X90 electrode wire together with 80% Ar, 18% CO2
and 2% O2 gas mixture) were subjected to the bending test. The
tests results are summarised in Tab. 6.
Tab. 6
Mixed
joints bending test results
|
Welding types |
Side deformation |
Size [mm] |
Bending angle [o] |
Comments |
|
S355J2/ S700MC |
root of the weld |
3 x 20 |
180 |
no cracks, no incompatibilities |
|
S355J2/ S700MC |
face of the weld |
3 x 20 |
180 |
no cracks, no incompatibilities |
|
S355J2/ Docol 1200M |
root of the weld |
3 x 20 |
180 |
no cracks, no incompatibilities |
|
S355J2/ Docol 1200M |
face of the weld |
3 x 20 |
180 |
no cracks, no incompatibilities |
|
Exterior diameter [m] |
below 24 |
from 24 to 30 |
above 30 to 36 |
above 36 |
|
Critical gap [s] |
5.0 |
4.8 |
4.6 |
4.5 |
The analysis of Tab. 6 shows that the
joints were made correctly. No cracks or other incompatibilities were found in
the tested samples. Next, the microstructure analysis was performed. Similarly,
the structure of those mixed joints that ensured the best relative elongation
was analysed. The microstructure of the cross-section of the S355J2/Docol 1200M
joint is presented in Fig. 2.
![]()
![]()
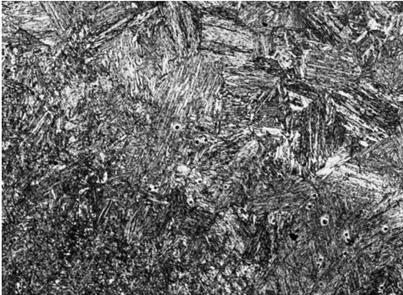
Fig. 2. Structure of the
S355J2/Docol 1200M joint
Fig. 2 shows the dominant area with
martensitic structure and ground ferrite grains. Furthermore, after the welding,
a non-destructive testing (NDT) was carried out. It was decided to perform
visual test (VT) of the created joints. The test was performed with an eye
equipped with a magnifying glass at 3x magnification and was carried out
according to the requirements of PN-EN ISO 17638 standard with assessment
performed according to EN ISO 5817 norm.
In addition, a magnetic particle testing
(MT) was performed. The test was carried out according to the PN-EN ISO 17638
standard, the assessment was performed according to EN ISO 5817 norm using a
REM-230 magnetic flaw detector. All analysed welds were made correctly, the
test result was positive.
5. CONCLUSION
1. It
is possible to create correct and repeatable joints made of two different
grades of AHSS steel and non-alloy steel.
2. The
strength of mobile platforms elements joints made of AHSS and non-alloy steel
grades is at the required level of 500 MPa.
3. The
electrode wire UNION X90 and a shielding gas mixture of 80% Ar, 18% CO2 and
2% O2 provide the most preferred plastic properties of a joint
during the MAG welding.
4. Bending
tests, structure testing, as well as non-destructive tests, confirmed the
possibility of correct welding of the mobile platform elements.
References
1.
Benato
R., F. Dughiero, M. Forzan, A. Paolucci. 2002. “Proximity effect and
magnetic field calculation in GIL and in isolated phase bus ducts”. IEEE Transactions on Magnetics 38(2):
781-784. DOI: https://doi.org/10.1109/20.996202.
2.
Izairi
N., F. Ajredini, A. Vevecka-Pfiftaj, P. Makreski, M.M. Ristova. 2018.
“Microhardness evolution in relation to the cFigtalline microstructure of
aluminum alloy AA3004”. Archives of
Metallurgy Materials 63(3): 1101-1108. DOI: https://doi.org/10.24425/123782
3.
Giles
T.L., K. Oh-Ishi, A.P. Zhilyaev, S. Swami, M.W. Mahoney, T.R. McNelley. 2009.
“The Effect of Friction Stir Processing on the Microstructure and
Mechanical Properties of an Aluminum Lithium Alloy”. Metallurgical and Materials Transactions 40(1): 104-115. DOI: https://doi.org/10.1007/s11661-008-9698-8.
4.
Hamilton C., S. Dymek, A. Węglowska, A. Pietras. “Numerical simulations for bobbin
tool friction stir welding of aluminum 6082-T”. 2018. Archives of Metallurgy Materials 63(3):
1115-1123. DOI: https://doi.org/10.24425/123784.
5.
Jambor M., F. Novy, M. Mician, L. Trsko, O. Bokuvka, F. Pastorek,
D. Harmaniak. 2018. „Gas metal arc welding of thermo-mechanically
controlled processed S960MC steel thin sheets with different welding
parameters”. Komunikacie
(Communications - Scientific Letters of the University of Zilina) 20(4):
29-35. ISSN: 1335-4205.
6.
Spišák
E., J. Majerníková, J. Slota. 2014. “Change of ears
creation of AHSS steels after heat treatment of zinc coating”. Metalurgija 53(4): 473-476.
7.
Hadryś
D. 2015. “Impact load of welds after micro-jet cooling”. Archives of Metallurgy and Materials
60(4): 2525-2528. DOI: https://doi.org/10.1515/amm-2015-0409.
8.
Jaewson
L., A. Kamran, P. Jwo. 2011. “Modeling of failure mode of laser welds in
lap-shear speciments of HSLA steel sheets”. Engineering Fracture Mechanics 78(2): 347-396.
9.
Celin
R., J. Burja. 2018. “Effect of cooling rates on the weld heat affected
zone coarse grain microstructure”. Metallurgical
and Materials Engineering 24(1): 37-44. DOI: https://doi.org/10.30544/342.
10. Darabi J., K. Ekula. 2003.
“Development of a chip-integrated micro cooling device”. Microelectronics Journal 34(11):
1067-1074. DOI: https://doi.org/10.1016/j.mejo.2003.09.010.
Received 20.10.2019; accepted in revised form 19.12.2019
![]()
Scientific
Journal of Silesian University of Technology. Series Transport is licensed
under a Creative Commons Attribution 4.0 International License