Article
citation information:
Węgrzyn, T., Jurek, A., Wszołek,
Ł., Stanik, Z. Welding mobile platforms elements made of AHSS steel in view of new
requirements in civil engineering and transport. Scientific Journal of Silesian University of Technology. Series
Transport. 2019, 103, 209-218.
ISSN: 0209-3324. DOI: https://doi.org/10.20858/sjsutst.2019.103.17.
Tomasz
WĘGRZYN[1], Adam JUREK[2], Łukasz WSZOŁEK[3], Zbigniew STANIK[4]
WELDING MOBILE
PLATFORMS ELEMENTS MADE OF AHSS STEEL IN VIEW OF NEW REQUIREMENTS IN CIVIL
ENGINEERING AND TRANSPORT
Summary. The
developing automotive industry has prompted an increase in the demand for new
welding technologies in civil engineering and transport that reduce the mass of
mobile platforms mounted on vehicles and increase their operational range at
the same time. The AHSS steels are the materials most commonly adapted for the
production of motor vehicles due to their high tensile strength. Nonetheless,
the joints created with their use are less strong from the native material.
This article examined whether the application of micro-jet cooling would alter
the mechanical properties of the welds. Based on the performed tests, joints
with better quality that passed positively in the hardness and tensile strength
evaluations were obtained. The presented research proves that the use of
additional elements in the welding process significantly affects the quality of
the obtained welds and brings satisfactory results with a greater repeatability
than before.
Keywords: civil engineering, transport,
mobile platforms, AHSS steel, micro-jet cooling, martensitic steel
1. INTRODUCTION
New trends prevailing in civil
engineering, architecture and urban planning postulate spatial limitations of
cities, creation of buildings in an appropriate scale and shaping of a strong
urban centre. In accordance with these trends and with the ever-shrinking space
available for development, constructors are obliged to design and erect higher
and higher buildings. Their construction requires the use of modernised mobile
platforms with an expanded operational range and a weight that remains
unchanged [1, 2].
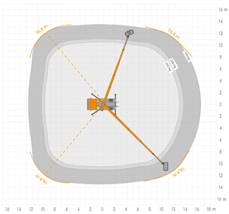
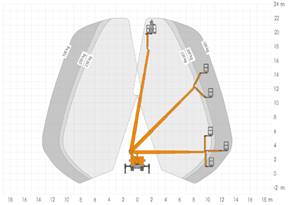
The technology of constructing mobile platforms mounted on vehicles is constantly adapting in terms of meeting changing safety standards. The revised regulations on exhaust emissions in automotive vehicles require the application of additional components such as particulate filters, exhaust catalysts, elements of exhaust systems, for example, ejectors or assisting mufflers that significantly increase their total mass. In trucks, the difference may reach up to 200 kg. Requirements imposed upon mobile platforms are presented in Figure. 1.
|
|
|
|||
|
Fig. 1.
Requirements imposed upon mobile platforms [3] |
||||
Manufacturers of mobile platforms
mounted on vehicles are constantly looking for new solutions that enable the
reduction of the extra weight of these additional elements and elevation of the
working range of these platforms. In order to increase the properties of
platform structures, another goal is to reinforce their tensile strength [3-8].
The article aims to verify whether
the use of modernised technology will allow the achievement of the
above-mentioned objectives. It is assumed that the use of micro-jet cooling
during the welding of mobile platform elements made of Advanced High Strength
Steel (AHSS) will increase the mechanical properties of the joint [9, 10].
2. MATERIALS AND METHODS
The AHSS steels are repeatedly
applied in civil engineering and transport due to their high tensile strength,
max. up to 1700 MPa, high yield strength, about 1300 MPa and high elongation
point up to 20%. AHSS steels are used mainly for thin-walled constructions as
their strength allows for the reduction of the overall weight of the structure
[11, 12]. The basic welding problem of this group of steels is that the
strength of the produced joint is much lower from the native material, despite
the steel’s good technological properties such as weldability and
machinability [13, 14].
Table 1 presents some of the AHSS
steels used for the construction of mobile platforms mounted on vehicles and
their mechanical properties.
Tab. 1
Major AHSS steels used for the
construction of mobile platforms mounted on vehicles
– mechanical properties [15]
|
Steel type |
Plasticity limit Rel (N/mm2) |
Limit of plasticity after thermal
curing min |
Tensile strength Rm (N/mm2) |
Elongation R80 % |
Min bending radius
for the angle 900 |
||
|
|
min |
max |
min |
min |
max |
min |
|
|
Docol 900M |
70 |
- |
900 |
900 |
1100 |
3 |
3,0 x grubość |
|
Docol 1200M |
950 |
- |
1150 |
1200 |
1400 |
3 |
3,0 x grubość |
|
Docol 1400M |
1150 |
- |
1350 |
1400 |
1600 |
3 |
3,0 x grubość |
|
Docol 1500M |
1200 |
- |
- |
1500 |
1700 |
3 |
3,0 x grubość |
Steels from the AHSS group are considered as difficult to weld since the
heat-affected zone (HAZ - Figure 2) is susceptible to welding cracks even when
preheated to max. 120°C [1, 11]. This is the effect of the martensitic
structure of these steels as well as the great hardness of their material.
Table 2 presents the chemical composition of some of the AHSS steels used for
the construction of mobile platforms mounted on vehicles.
Fig. 2.
AHSS steel – elements of the welded joint [3]
Tab. 2.
Major AHSS steels used for the
construction of mobile platforms mounted on vehicles
– chemical composition [16]
|
Steel type |
C% |
Si% |
Mn% |
P% |
S% |
Altot% |
Nb% |
Ti% |
|
Docol 900M |
0,05 |
0,20 |
2,00 |
0,010 |
0,002 |
0,040 |
- |
- |
|
Docol 1200M |
0,11 |
0,20 |
1,70 |
0,010 |
0,002 |
0,040 |
0,015 |
0,025 |
|
Docol 1400M |
0,17 |
0,20 |
1,40 |
0,010 |
0,002 |
0,040 |
0,015 |
0,025 |
|
Docol 1500M |
0,21 |
0,20 |
1,10 |
0,010 |
0,002 |
0,040 |
0,015 |
0,025 |
During the welding process of AHSS
steels, a decrease of mechanical properties in HAZ, as well as an increased
susceptibility to delayed cracking, may be observed. It is recommended to limit
the linear energy during welding to the level of 5 kJ/cm. In order to improve
the weldability of steel, it is proposed to introduce cooling which promotes
martensitic transformation.
The best effects when welding AHSS
steel lifts, and in particular thin-walled elements, are achieved in processes
where shielding gases or mixtures based on argon and carbon dioxide are used.
For MAG (Metal Active Gas) welding, CO2 or a mixture of Ar- CO2
are used. For TIG (Tungsten Inert Gas) welding with pure argon is adopted.
In order to improve the mechanical
properties of welded joints made of AHSS steel, we decided to use MAG welding
and the technology of micro-jet cooling. During the welding of mobile platform
elements, the following micro-jet cooling parameters were adopted:
-
number of cooling nozzles: 1,
- type of
cooling medium: Ar,
-
pressure of the cooling medium: 0.6 MPa,
-
diameter of micro stream: 70 mm,
-
distance of the micro-jet nozzle from the welded surface: 20 mm.
For tests,
the DOCOL 1200M martensitic steel from the AHSS high strength steel group was
selected due to its high strength properties. DOCOL 1200M is a material
recommended for the construction of mobile platforms mounted on vehicles. It
was expected to achieve an increased weld strength, better relative elongation
as well as an increased content of fine-grained ferrite and martensite without
the separation of bainite. For this purpose, the MAG process in combination
with micro-jet cooling was applied on the face side of the weld.
To obtain
the most favourable structure and an optimal juncture of the selected material (DOCOL 1200M from the AHSS
group) using the MAG process, the following elements were selected accordingly:
electrode wires, shielding gases as well as micro-jet cooling parameters.
In order to assess the quality of
welded joints visual tests, analysis of tensile strength, as well as structure
verification, were applied.
During the tests the following
parameters were adapted:
- two types of
shielding gases: CO2 and a mixture of 82% Ar + 18% CO2,
- two electrode
wires:
1. EN ISO 16834-A G 89 6 M21 Mn4Ni2CrMo - UNION X90 (C 0,10, Si 0,80, Mn 1,80,
Cr 0,35, Mo 0,60, Ni 2,30),
2. EN ISO 16834-A G 89 5 M21 Mn4Ni2,5CrMo
- UNION X96 (C 0,11, Si 0,78, Mn
1,9, P 0,010, S 0,009, Cr 035, Mo 0,57, Ni 2,23, V 0,004, Cu 0,02, Ti 0,057, Zr
0,001, Al 0,002).
Welding parameters for both
electrode wires and both mixtures were identical: the diameter of the electrode
wire was 1.0 mm, arc voltage 19 V, current of the welding 115 A, welding speed
300 mm/min, source of a direct current (+) at the electrode and the
single-stitch weld. In all cases, the parameters of micro-jet cooling were at
the same level: micro-jet gas - argon, stream diameter 70 mm and a gas pressure of 0.6 MPa.
3. RESULTS AND DISCUSSION
The first welding of mobile platform
elements mounted on vehicles was completed without the use of micro-jet
cooling. Figure 3 shows the method of constructing the joint.
|
|
|
|
Fig.
3. Preparation of the element for manual welding *
t=1,8 mm |
Fig.
4. The welded joint |
To assess further weldability of the
mobile platform, elements shielding gases 82% Ar + 18% CO2 as well
as both electrode wires (UNION X90 and UNION X96) were selected. The welding
process was performed using a ceramic washer. The results of the produced
connections are shown in Table 3.
Tab. 3
Mobile platform joints made with the
use of micro-jet cooling and a ceramic backing
|
Gas / wire |
UNION X90 |
UNION X96 |
|
CO2 |
Cracks in the HAZ and in
the weld |
Cracks in the HAZ and in
the weld |
|
82% Ar + 18 % CO2 |
Cracks in the HAZ |
Cracks in the HAZ |
Subsequent tests were carried out
using shielding gases 82% Ar + 18% CO2 and both electrode wires
(UNION X90 and UNION X96), together with the use of a copper backing and an
argon micro-jet cooling. The results of the produced connections are shown in
Table 4.
Tab. 4
Mobile platform joints made with the
use of argon micro-jet cooling and a copper backing
|
Gas / wire |
UNION X90 |
UNION X96 |
|
CO2 |
Cracks in the HAZ and in
the weld |
Cracks in the HAZ |
|
82% Ar + 18% CO2 |
No cracks in the HAZ |
No cracks in the HAZ |
After the completion of all welding tests,
visual tests of welds were carried out (Figures 5 and 6).
|
|
|
|
(a) |
(b) |
|
|
|
|
(c) |
|
|
Fig. 5. Visual condition
of the welds after MAG welding |
|



|
|
|
|
(a) |
(b) |
|
|
|
|
(c) |
|
|
Fig. 6. Visual condition
of the welds after welding with the use of micro-jet cooling |
|



The use of micro-jet cooling
delivered much better results. The method produced a better quality of welds,
without any visible bumps. Afterwards, the welded elements of the platform were
inspected for stretching. The strength of the connections was tested using the
INSTRON 3369 testing machine. The following analyses were carried out:
-
strength of DOCOL 1200M steel without the use of micro-jet cooling,
-
strength of DOCOL 1200M steel with the use of micro-jet cooling.
Each test was repeated 3 times
(samples 1, 2, 3).
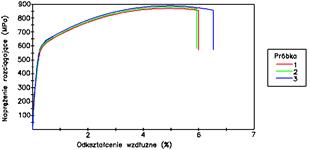
The results of the strength tests
are presented in Figures 7 and 8 and in Tables 5 and 6.
|
|
|
|
Fig.
7. The results of the AHSS steel joint strength test welded with MAG method |
Fig.
8. The results of the AHSS steel joint strength test welded with MAG method
and micro-jet cooling |
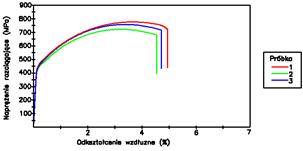
Tab. 5
Results of the DOCOL 1200M steel
strength tests after welding without the use of micro-jet cooling
|
Sample |
Re [MPa] |
Rm [MPa] |
A5 |
|
1 |
451 |
765 |
4,3 |
|
2 |
446 |
722 |
4,2 |
|
3 |
450 |
751 |
4,1 |
|
Median |
449 |
746 |
4,2 |
Tab. 6
Results of the DOCOL 1200M steel
strength tests after welding with the use of micro-jet cooling
|
Sample |
Re [MPa] |
Rm [MPa] |
A5 |
|
1 |
556 |
890 |
5,7 |
|
2 |
548 |
893 |
5,9 |
|
3 |
552 |
887 |
5,8 |
|
Median |
552 |
890 |
5,8 |
The average Re value of
the MAG welded joint was 449 MPa and the average Rm value was 746
MPa. As a result of micro-jet cooling used during the welding process, Re
and Rm values increased accordingly to Re =552 MPa and Rm
=890 MPa.
Thereafter, the microstructure
analysis was performed. The microstructure of the cross-section of the weld
with a visible martensitic structure is shown in Figures 9 and 10.
|
|
|
|
Fig.
9. Microstructure of the weld cross-section without the use of micro-jet
cooling |
Fig.
10. Microstructure of the weld cross-section with the use of micro-jet
cooling |

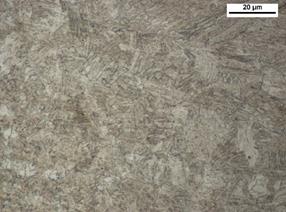
Figure 9 presents visible
martensite, coarse ferrite and bainite. This is an unfavourable structure
causing inferior plastic properties (relative elongation is at the level of
4%). Martensite and fine-grained ferrite are visible in Figure 10. This
structure is more advantageous: allows obtaining of better plastic properties
(with the relative elongation at the level of 6%), and elimination of cracks in
the joint and in the heat affected zone.
4. CONCLUSIONS
Civil engineering and transport designate new
requirements for the constructors of mobile platforms. A need for new welding
technologies that significantly reduce the weight of mobile platforms mounted
on vehicles and increase their operating range and lifting capacity at the same
time is constantly growing.
Material that is
increasingly used for mobile platforms manufacturing is the hard-to-weld AHSS
steel. Its high strength is almost double from the strength of the welded
joint. The relative elongation obtained in the previously used processes is
low, which indicates poor plastic properties of the joint. Therefore, new
solutions that aim to improve the weldability of thin-walled AHSS steel
structures, increase the tensile strength and expand the relative elongation at
the same time are being sought.
The increase of the operational parameters
(such as load capacity and range) while maintaining the mass of mobile
platforms mounted on vehicles can be obtained by modifying the AHSS steel
welding technology. The research presented in this article proves that the use
of micro-jet cooling enables production of better quality welds with much
higher repeatability than before. This technology requires, however, further
development and additional research. With the appropriate selection of
technological parameters of MAG welding and micro-jet cooling (type of
micro-jet gas), it will be possible to determine the welding criteria for
various steel grades used in the construction of mobile platforms.
References
1.
Macioszek Elżbieta. 2018. “The comparison of models for follow-up
headway at roundabouts”. In Macioszek Elżbieta, Sierpiński Grzegorz
(eds.). Recent Advances in Traffic
Engineering for Transport Networks and Systems. Lecture Notes in Networks and
Systems 21: 16-26.
Switzerland: Springer International Publishing. ISBN 978-3-319-64084-6.
2.
Macioszek Elżbieta. 2018. “First and last
mile delivery - problems and issues”. In Sierpiński Grzegorz
(ed.). Advanced Solutions of Transport
Systems for Growing Mobility. Advances in Intelligent Systems and Computing
631: 147-154. Switzerland: Springer International Publishing. ISBN
978-3-319-62316-0.
3.
AHSS
steel – elements of the welded joint. Available at: http://www.kkmito.zut.edu.pl/dydaktyka/urbanski/spaw-podstawy.html.
4.
Celin
Roman, Burja Jaka. 2018. “Effect of cooling rates on the weld heat
affected zone coarse grain microstructure”. Metallurgical and Materials Engineering 24(1): 37-44. DOI:
https://doi.org/10.30544/342.
5.
Darabi
Jafar, Ekula Kishore. 2003. “Development of a chip-integrated micro
cooling device”. Microelectronics
Journal 34(11): 1067-1074. DOI: https://doi.org/10.1016/j.mejo.2003.09.010.
6.
Hadryś
Damian, Jan Piwnik, Wojciech Majewski. 2014. “Plastic properties of welds
after micro-jet cooling with different cooling gases”. Advanced Materials Research 1036:
446-451. DOI: https://doi.org/10.4028/www.scientific.net/AMR.1036.446.
7.
Jacyna Marianna, Mariusz Izdebski, Emilian Szczepański, Paweł
Gołda. 2018. „The task assignment of vehicles for a production
company”. Symmetry-Basel
10(11). Article number: 551.
8.
Krayushkina Kateryna, Olegas Prentkovskis, Andrii Bieliatynskyi,
Raimundas Junevičius. 2012. “Use of steel slags in automobile road
construction”. Transport 27(2):
129-137.
9.
Hadryś
Damian. 2015. “Impact load of welds after micro-jet cooling”. Archives of Metallurgy and Materials
60(4): 2525-2528. DOI: https://doi.org/10.1515/amm-2015-0409.
10.
Muszynski
Tomasz, Dariusz Mikielewicz. 2017. “Structural optimization of microjet
array cooling system”. Applied
Thermal Engineering 123: 103-110. DOI:
https://doi.org/10.1016/j.applthermaleng.2017.05.082.
11.
Szczucka-Lasota
Bożena. 2016. “Innovation in the process of thermal spraying
coatings”. Archives of Metallurgy
and Materials 61(3): 1431-1436. DOI: https://doi.org/10.1515/amm-2016-0234.
12.
Tarasiuk
Wojciech, Bożena Szczucka-Lasota, Jan Piwnik, Wojciech Majewski.
“Tribological properties of super field weld with micro-jet
process”. Advanced Materials
Research 1036: 452-457. DOI:
https://doi.org/10.4028/www.scientific.net/AMR.1036.452.
13.
Walsh
Stephen, James Smith, Eric Browne, Timothy Hennighausen, Bernard Malouin. 2018.
“Practical concerns for adoption of microjet cooling”. ASME Proceedings 2018 Power Electronics,
Energy Conversion, and Storage. ASME. ISBN: 978-0-7918-5192-0. DOI:
https://doi.org/10.1115/IPACK2018-8468.
14.
Szczucka-Lasota
Bożena, Jan Piwnik. 2017. “New technological concept for thermal
spray protective coatings”. Archives
of Metallurgy and Materials 62(3): 1499-1504. DOI:
https://doi.org/10.1515/amm-2017-0232.
15.
YUMPU. Available at: https://www.yumpu.com/docol-m-zimnowalcowana-stal-martenzytyczna-ssab.
16.
RUTHMANNSTEIGER. Available at:
https://www.ruthmann.de/produkte/steiger.
Received 09.01.2019; accepted in revised form 10.05.2019
![]()
Scientific
Journal of Silesian University of Technology. Series Transport is licensed
under a Creative Commons Attribution 4.0 International License