Article
citation information:
Radziewicz, K. Garbala, K.,
Cegłowski, M. Homologation tests of single-stage R02 reducer. Scientific Journal of Silesian University of Technology. Series
Transport. 2018, 101, 149-157.
ISSN: 0209-3324. DOI: https://doi.org/10.20858/sjsutst.2018.101.14.
Katarzyna RADZIEWICZ[1], Krzysztof GARBALA2,
Michał CEGŁOWSKI3
HOMOLOGATION TESTS
OF SINGLE-STAGE R02 REDUCER
Summary. This article presents the results
of homologation tests of an LPG reducer. Due to the material requirements of
the LPG reducer in this case, the R02 reducer, designed by the joint-stock
company AC Spółka Akcyjna, is used. Test procedures, which must be
carried out, are also presented and generally explained with specified
conditions for conducting the processes. The advantages
of using the R02 are also presented. The properties of aluminium alloy 226, which is
the body of the reducer, are characterized and are divided into four groups:
technological features/qualitative indications, physical properties, mechanical
features and chemical composition. The whole article is
summarized with appropriate conclusions.
Keywords: LPG reducer; aluminium alloy 226; test
procedures; R02 reducer
1. INTRODUCTION
Rising oil prices and the
instability of oil supplies have directed the attention of vehicle
manufacturers and users towards substitute fuels. This term should be
understood as fuels other than the previously used classical options, e.g.,
petrol and diesel. The justifications for such actions arise from the following
premises [2,4,5,6,7,12]:
·
Economic
- searching for cheaper fuels and reducing car operations
·
Ecological
- searching for solutions in the field of environmental protection
The mentioned factors
contribute to the increased interest in fuelling cars with LPG gas. In accordance
with Polish law, certain rules are in force to ensure an adequate level of
safety in the use of cars, including those equipped with gas supply systems.
Strict requirements for the
use of an LPG reducer as a widespread product for everyday use match those set by the competent standardization
committee, but also provide the highest quality of service. Test procedures
help to determinate the utility of the equipment and also provide information
about safe usage. The texture of a reducer must also meet appropriate technical
requirements.
2. R02 REDUCER
The R02
single-stage reducer (Figure 1) is designed by AC Spółka Akcyjna
for car sequential injection systems. The device is responsible for converting
the LPG state from its liquid phase into a gaseous one (vaporization), reducing
tension in the LPG vapour to the required value and keeping the pressure level
in the regulator output in a strictly determined range [13].
Figure 1
presents the LPG reducer in three ways: a three-dimensional model in colour, a
side view in black and white and the view from the top, also in black and
white.
It is
equipped with a thermal insulation system, a pressure stabilizing system and a
universal mounting system.
The technical data for the R02
(Table 1) emphasize the advantages of using it, which include:
- small dimensions
- excellent thermal efficiency
- resistance to LPG contamination
- stable feeding, independent of gas
cylinder inlet pressure
- low pressure drops at high loads
- stable adjustments
- elbow connector system
- mounting with a single, centrally located
bolt
Table 1
Technical data on the R02
|
Material |
Two aluminium castings and a cover
made of hard and resistant plastic material |
|
Weight |
Reducer - 850 g Complete kit – 1,156 g |
|
Dimensions [mm] |
125x122x89 |
|
Maximum inlet
pressure |
3 MPa |
|
Outlet pressure |
Adjustable, 0.9-1.5 bar |
|
Voltage electrovalve |
12 VDC |
|
Coil power |
11 W |
|
Electrovalve
connector |
Amp Superseal socket |
|
Gas inlet diameter
[mm] |
Ø 6.0 MI0x1 |
|
Gas outlet diameter
[mm] |
Ø12 |
|
Water connector
diameter [mm] |
Ø16 |
|
Maximum engine power |
100 kW/136 km |
|
Type approval number |
E8-67R-01 6865 |
|
Compensation pressure input [mm] |
Ø4 |
3. TEST PROCEDURES FOR THE LPG REDUCER
The LPG reducer, as an appliance in
everyday use, is susceptible to wear. To verify whether it is efficient, test
procedures are conducted according to standards established by the competent
standardization committee [8,9,10].
Test procedures are executed in the
two different parts of the reducer, which are referred to as
‘classes’:
- Class 1 - a part of the regulator being in
contact with the liquid LPG
- Class 2 - a part of the regulator
contained the vaporized LPG
Table 2 presents the actual test
procedures conducted at the lab, which apply both to Class 1 and Class 2.
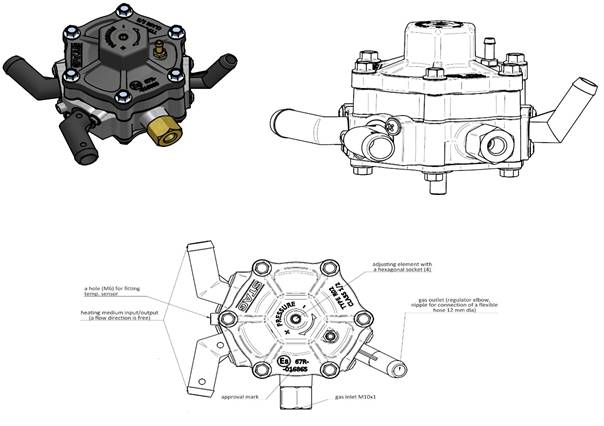
Fig. 1. The R02 reducer
Table 2
Test procedures for the LPG reducer
|
|
Test
pressure/time (Class 1) |
Comments |
Test
pressure/time (Class 2) |
Comments |
|
Overpressure test under
hydraulic conditions |
6,750 kPa /min |
Rupture and permanent distortion are tested |
1,015 kPa /min |
Rupture and permanent distortion are tested |
|
External leakage test |
0 to 4,500 kPa/min |
- |
0 to 675 kPa /min |
- |
|
High temperature test |
4,500 kPa /min |
8 h of tempering |
675 kPa /min |
8 h of tempering |
|
Low temperature test |
4,500 kPa /min |
8 h of tempering |
675 kPa /min |
8 hours of tempering |
|
Endurance |
- |
- |
- |
- |
|
LPG compatibility
test for synthetic materials |
- |
Maximum change in volume and
change in mass, after air tempering, are
tested |
- |
Maximum change in volume and
change in mass, after air tempering, are tested |
|
Resistance to dry heat |
- |
Allowable change in tensile
strength and allowable change in ultimate elongation are tested |
- |
Allowable change in tensile
strength and allowable change in ultimate elongation are tested |
|
Ozone ageing |
- |
Cracking of test piece is tested |
- |
Cracking of test piece is tested |
|
Corrosion resistance |
- |
- |
- |
- |
|
Compatibility with heat exchange
fluid |
- |
Maximum change in volume, change
of mass after air tempering, allowable change in tensile strength and
allowable change in ultimate elongation are tested |
- |
Maximum change in volume, change
of mass after air tempering, allowable change in tensile strength and
allowable change in ultimate elongation are tested |
It is required that the leakage
cannot be greater than 15 cm3/h.
3.1. External leakage test
The
external leakage test is conducted at:
- Room temperature (+20°C)
- Low temperature (-20°C)
- High temperature (+120°C)
3.2. Endurance test
The endurance test (Table 3) is
conducted at a rate of six cycles/min. The total number of cycles during the
test is 50,000. The testing medium is air [1]. Subsequently, the external
leakage test is conducted after every endurance test.
Table 3
Endurance test parameters
|
|
Number of cycles |
Test pressure |
External leakage test pressure |
|
Room temperature
cycling - part 1 (+20°C) |
47,500 |
700 kPa |
0 to 700 kPa over 1 min |
|
Room temperature
cycling - part 2 (+20°C) |
500 |
From 700 kPa to 350 kPa |
0 to 700 kPa over 1 min |
|
High temperature
cycling - part 1 (+120°C) |
500 |
700 kPa |
0 to 700 kPa over 1 min |
|
High temperature
cycling - part 2 (+120°C) |
500 |
From 700 kPa to 350 kPa |
0 to 700 kPa over 1 min |
|
Low temperature
cycling - part 1 (-20°C) |
500 |
350 kPa |
0 to 350 kPa over 1 min |
|
Low temperature cycling - part 2 (-20°C) |
500 |
From 350 kPa to 175 kPa |
0 to 350 kPa over 1 min |
It is required that the leakage
cannot be greater than 15 cm3/h.
- The general external leakage test is
conducted again after the endurance test is finished.
3.3. LPG compatibility test for synthetic
materials
The following is required:
- Maximum change in volume of a sample: 20%
- The change in mass after air tempering
must be greater than -5%
3.4. Resistance to dry heat
The following is required:
- Allowable change in tensile strength
cannot be greater than 25%
- Allowable change in ultimate elongation
from -30% to +10%.
3.5. Corrosion resistance
One sample is tested according to
ISO 9227 over 144 h under salt spray. The second is tested according to ISO
6957 by immersion in ammonia for 24 h.
After the corrosion resistance test,
the previous tests are carried out again, namely:
- Overpressure hydrostatic test
- External leakage test
- High temperature test
- Low temperature test
3.6. Compatibility with heat exchange fluid
The following is required:
- Maximum change in volume of a sample: 20%
- Change in mass after air tempering must be
greater than -5%
- Allowable change in tensile strength
cannot be greater than 25%
- Allowable change in ultimate elongation:
from -30% to +10%
4. MATERIAL USED AS A REDUCER BODY: ALUMINIUM
ALLOY (DIN 226)
The material used as reducer body
must provide excellent thermal insulation and resistance to LPG contamination [3,11].
Table 4 presents the properties of
aluminium alloy 226, which are divided into four groups
(technological features/qualitative indications,
physical properties, mechanical features and chemical composition) as shown
below.
Table 4
Properties of aluminium alloy 226
|
Technological features/qualitative
indications |
Strength at elevated temperature (to
200°C) |
GOOD |
|
|
General resistance to corrosion |
LOW |
||
|
Machinability |
GOOD |
||
|
Castability |
GOOD |
||
|
Polishing |
MEDIUM |
||
|
Resistance to hot tearing |
GOOD |
||
|
Pressure tightness |
MEDIUM |
||
|
Weldability |
NOT RECOMMENDED |
||
|
Decorative anodizing |
INSUFFICIENT |
||
|
Shock resistance |
LOW |
||
|
Physical properties |
Density |
kg/dm3 |
2.76 |
|
Specific heat |
J/g*K |
0.88 |
|
|
Linear shrinkage at high pressure |
% |
0.4-0.6 |
|
|
Electric conductivity |
MS/m |
13-17 |
|
|
Modulus of elasticity |
kg/mm2 |
7,500 |
|
|
Thermal conductivity at 20°C |
W/m*K |
110-120 |
|
|
Linear thermal expansion from 20°C to
100°C |
1/K |
21x10-6 |
|
|
Suggested casting temperature in pressure die |
°C |
630-710 |
|
|
Mechanical features |
Tensile strength |
N/mm2 |
240-310 |
|
Yield strength |
N/mm2 |
140-240 |
|
|
Elongation |
% |
0.5-3 |
|
|
Brinell hardness |
HB |
80-120 |
|
|
Chemical composition |
Si |
% |
8.0-11.0 |
|
Fe |
Max. 1.0 |
||
|
Cu |
2.00-3.50 |
||
|
Mn |
0.10-0.5 |
||
|
Mg |
0.10-0.50 |
||
|
Cr |
Max. 0.10 |
||
|
Ni |
Max. 0.30 |
||
|
Zn |
Max. 1.20 |
||
|
Pb |
Max. 0.20 |
||
|
Sn |
Max. 0.10 |
||
|
Ti |
Max. 0.15 |
||
|
Individual impurities |
Max. 0.05 |
||
|
Global impurities |
Max. 0.25 |
||
5. CONCLUSIONS
Based on the analysis of
the test results, the following final conclusions can be formulated:
- The LPG reducer is
subject to high technical requirements.
- Elements of
the gas installation must be highly durable and safe.
- The reducer
should be resistant to large temperature fluctuations when operational.
- The reducer
retains its performance and strength properties in the temperature range
from -20 °C to + 120 °C.
- The
installation should be tight and the maximum leak should not exceed 15 cm3/h.
- The material
used for the production of the reducer body has natural anti-corrosion
properties.
- The aluminium
body provides excellent thermal insulation and resistance to LPG
contamination. Good thermal conductivity means that lower temperatures
have a positive effect on the internal parts of the reducer and provide
greater durability.
- The material used to
cast the reducer body was selected in such a way that the highest
endurance parameters were obtained at the lowest cost.
References
1.
Beal R.E. 1999.
“Methods and Equipment for Engine Coolant Testing”. Engine
Coolant Testing 4: 319-326. West Conshohocken, PA: ASTM International. ISBN
978-0-803-12610-7.
2.
Ćurčija D., I. Mamuzić, M. Buršak,
J. Kliber. 2012. “Effects of cross-roughness on cold rolling process with
greases”. Goriva i maziva
51(2): 135-147.
3.
GRAFEN. “EN
AC-46000 AC-ALSI9CU3(FE)”. Available at:
http://info.grafen.ippt.pan.pl/bazy/bazy-materialowe/aluminium/aluminium-i-jego-stopy/odlewnicze-stopy-aluminium/itemlist/category/431-en-ac-46000-ac-alsi9cu3-fe.html?limitstart=0.
4.
Jacyna M., J. Merkisz. 2014. “Proecological
approach to modelling traffic organization in national transport system”.
Archives of Transport 2(30): 43-56.
5.
Jacyna-Golda I., M. Wasiak, M. Izdebski, K. Lewczuk,
R. Jachimowski, D. Pyza. 2016. „The Evaluation of the Efficiency of
Supply Chain Configuration”. In: Proceedings
of the 20th International Scientific Conference “Transport Means 2016”.
P.: 953-957. Juodkrante, Lithuania, Oct 05-07, 2016. ISSN: 1822-296X.
6.
Luft S. 2007. Dwupaliwowy silnik o zapłonie samoczynnym z wtryskiem
ciekłego LPG do kolektora dolotowego. [In Polish: Dual-fuel,
Self-ignition Engine with Liquid LPG Injection for Intake Manifold.] Monograph No. 103. Printing Works of the Radom
Polytechnic. ISSN 1642-5278.
7.
Mikulski M., S. Wierzbicki, M. Smieja, J. Matijosius.
2015. „Effect of CNG in a fuel dose on the combustion process of a
compression-ignition engine”. Transport
30(2): 162-171.
8.
PN-EN
60068-2-11:2002. Badania środowiskowe - Część 2-11:
Próby. Próba Ka:
Mgła solna. [In Polish: PN-EN
60068-2-11:2002. Environmental Research - Part 2-11: Trial. Ka’s
Attempt: Salt Spray.] Warsaw: Polish Committee of Standardization.
9.
PN-EN
ISO 9227:2206. Badania korozyjne w sztucznych atmosferach. Badania w rozpylonej solance. [In Polish: PN-EN ISO 9227. Corrosion Tests in
Artificial Atmospheres. Research on Salt Spray.] Warsaw: Polish Committee
of Standardization.
10.
PN-ISO
6957:1997. Miedź i stopy miedzi - próba amoniakalna odporności
na korozję naprężeniową stopów miedzi. [In Polish:
PN-ISO 6957:1997. Copper Alloys - Ammonia Test for Stress Corrosion
Resistance.] Warsaw: Polish Committee of Standardization.
11.
RAFFMETAL.
“EN AB-46000”. Available at:
http://www.raffmetal.com/web_eng/prodotti.asp?q=1.
12.
Romaniszyn K.M. 2007. Alternatywne zasilanie samochodów
benzyną oraz gazami LPG i CNG. Badania
porównawcze dynamiki rozpędzania i emisji spalin. [In Polish: Alternative
Fuel Supply for Cars with Gasoline and LPG and CNG Gases. Comparative Studies
on Acceleration and Emission Dynamics.]
Warsaw: Scientific and Technical Publishers. ISBN 978-83-204-3308-1.
13.
Schwartz S.A.
1999. “Silicate Stabilization Studies in Propylene Glycol”. Engine
Coolant Testing 4: 327-351. West Conshohocken, PA: ASTM International. ISSN
0066-0558.
Received 22.07.2018; accepted in revised form 11.11.2018
![]()
Scientific
Journal of Silesian University of Technology. Series Transport is licensed
under a Creative Commons Attribution 4.0 International License