Article
citation information:
Więckowski, A. Automating the
construction of bus bays with reinforced concrete. Scientific Journal of Silesian University of Technology. Series
Transport. 2018, 100,
203-210. ISSN: 0209-3324. DOI: https://doi.org/10.20858/sjsutst.2018.100.17.
Andrzej WIĘCKOWSKI[1]
AUTOMATING THE CONSTRUCTION
OF BUS BAYS WITH REINFORCED CONCRETE
Summary. When renovating
intensively used bus bays, roads and squares, the need for their periodical
closure to traffic during the period of works is inconvenient. In the case of
concrete surface repairs, this timeline is additionally elongated due to the
standard requirement of a 28-day curing period. The Department of
Geomechanics, Civil Engineering and Geotechnics of the AGH University of
Science and Technology has investigated the prototype RoadTronic robot to make slabs reinforced with a
mesh of glass fibre rods. Process automation permits the application of
rapid-setting CSA-based (calcium sulphoaluminate-based) cements, which achieve
a compressive strength of over 20 MPa after just 1.5 h. The good properties of
such cement have been confirmed by several years of use on the runway at
Seattle-Tacoma Airport. Preliminary tests of the early compressive strength of
Rapid Set® CSA-based concrete performed at the department, as well as
calculations of guaranteed strength, indicate that young concrete can transmit
operational load after just 4 h from mixing with water. The investigated
solution assures a complete slab following one passage of the robot. This would
permit the removal of the existing layer during reduced vehicle traffic,
e.g., between 06:00 and 22:00, and the execution of a new abrasive concrete
layer by 02:00, so as to restore regular traffic at 06:00.
Keywords: automation; CSA cement;
bus bays.
1. INTRODUCTION
The applied concrete
laying systems, both in building construction and in road construction, allow
works to be executed with complex automation. The preparation of the concrete
mix, as well as its transport, pumping and compaction, is usually performed
using mechanical devices, with minimized manual labour. This refers to typical
Portland cements. When constructing new facilities, there are usually no
problems in ensuring even a 28-day curing period for such concrete in order to achieve
its standard strength [5]. In the case of refurbishment, however, particularly
in respect of intensively used bus stops and bays, involving severe traffic
disruption, even repairs taking a few days can become a significant nuisance.
Rapid-setting
CSA cements are characterized with high early strengths and allow for load
placement on the new concrete elements after only a few hours of curing [3,6-9,13,15]. An example can be found in the
refurbishment of the runway at Seattle-Tacoma Airport, where aircraft touched
down just 4 h after the completion of concrete works [2].
CSA cement is a mineral
hydraulic binder with rapid early strength build-up (e.g., over 35 MPa after 8
h from reaction with water), small contraction and high resistance to sulphates,
[1,5]. The
main CSA components include anhydrous CSA (4CaO 3Al2O3·SO4),
dicalcium silicate (2CaO·SiO2) and gypsum (CaSO4·2H2O).
When CSA cement is mixed with water, a quick reaction occurs between the
anhydrous CSA, gypsum and calcium hydroxide, involving dynamic heat
generation and intense generation of ettringite, a mineral that causes high
early strength, with full strength guaranteed by the manufacturer after three
to seven days [7,14].
Due
to the immediate setting of CSA cement, specialist (highly efficient) execution
is required. Systemic equipment for concrete works has a limited range of
application. There is a need for mechanical cleaning of all tools every few
minutes - up to 30 min. This
prevents the application of many typical mechanical devices for concrete works,
as well as standard organizational solutions, and usually involves a high share
of manual labour.
The development of
digital control and automatic devices offers great potential with regard to
improvements in the quality of works, particularly in the case of complex
projects. At the same time, humans are relieved from hard physical labour.
State-of-the-art control and automatic devices assure precise execution of all
planned works. Therefore, at the Department
of Geomechanics, Civil Engineering and Geotechnics of the AGH University of
Science and Technology, as part of the research on streamlining construction
processes involving ja-wa technology (Polish: unilateral material application
with travelling automatic device), works were undertaken on the prototype RoadTronic robot for making concrete slabs
reinforced with a mesh of glass fibre rods.
The
proposed solution has a completely different approach to slab execution. With
digital control of particular working assemblies, the robot simultaneously
places the reinforcement mesh and the coating to secure it against water
evaporation, as well as doses components, prepares the concrete mix, transports
it, performs extrusion grouting, compacts it and then forms the surface on the
belt of the element thus formed [16]. The process involves systematic
mechanical cleaning of all surfaces in contact with the setting concrete. Slabs
made using rapid-setting CSA cement are adjusted to high loads from vehicle
traffic (KR 7 traffic category; over 2,001 standard 100-kN calculated axles per
day).
Further
on, we analyse the technology and operation of the prototype RoadTronic robot,
with the presentation of selected properties of young CSA-based concrete, as
well as preliminary test results and calculations of guaranteed strength.
2. EXPERIENCE WITH THE REFURBISHMENT OF THE SEATTLE-TACOMA AIRPORT RUNWAY
Seattle-Tacoma Airport
with 1,200 operations per day (take-offs and touchdowns in total), is the
15th-largest airport in the US. The original 16R/34L runway, with a length of
2,873 m, was constructed as a concrete runway in 1969. An expert study in 1991
indicated the need for the refurbishment of many slabs. It was impossible to
shut the runway down for the time of refurbishment, as this was the only runway
available. Pursuant to a Rapid Set® concrete analysis in respect of
requirements imposed by the Federal Aviation Administration (MD-11 for 20 years
of life, as well as 1,150,000 take-offs and touchdowns), and pursuant to tests
of pilot slabs, it was determined that concrete made on the basis of CSA cement
achieves the necessary strength after 4 h from reaction with water.
A decision was made on
the gradual replacement of the damaged slabs. At 23:00, the runway was shut
down to remove the damaged slabs, adjust the subgrade and make new slabs
(Figure 1). The works had to be completed by 03:00, so that the first plane
could touch down at 06:30. In the period 1994-2005, using a tested technology
and following a detailed work organization schedule, out of 1,892 existing
slabs, the replacement involved 531 slabs (with dimensions of approximately 6x6
m), mainly in the central areas of the runway, which transmitted the highest
loads from planes touching down [2,12].

Fig. 1. Concrete works
at Seattle-Tacoma Airport using a Rapid Set® mix [7]
In August 2012, the
16R/34L runway was closed for refurbishment (this was possible, as an
additional runway had been built). This was an opportunity to carry out
detailed tests in the context of the long life of the CSA-based concrete slabs
exposed to early loads. A total of approximately 30,000 m3 of
original slabs was replaced with new CSA-based slabs, which constituted 79.1%
of the slabs refurbished. Following between seven and 18 years of operation,
only 20 CSA-based slabs proved to be damaged. The failure rate totalled 3.8% vs. the rate of 35.5% for original slabs
based on Portland cement (recalculated for the same operating period).
When the additional runway was constructed in
2010, the 16R/34L
runway underwent a replacement of an
additional 177 slabs, namely, 29.1%, using the “three-day
mix” Portland cement. After three months to two years of operation, 56% of these slabs were damaged, compared to
8% of the Rapid Set® slabs (recalculated for the same operating periods).
This experience points
to the good operational properties of CSA-based concrete, also in the case of
early use, following 4 h from reaction, with full load.
3. ROADTTRONIC TECHNOLOGY FOR MONOLITHIC REINFORCED CONCRETE SLABS
The RoadTronic kit comprises:
- analytical algorithms for control of
particular assemblies, with monitoring of ambient conditions
- chassis with a frame to stabilize
subassemblies
- automatic paver kit
During
the works, appropriate to the changing conditions, especially temperature and
rapid CSA cement-based concrete strength build-up, the control, monitoring and
quality control of the automatic mobile chassis with subassemblies are assured.
In light of the material embedding site and calculation results, with real-time
coordination, the digitally controlled assemblies continuously prepare and
embed materials at strictly defined times, with the necessary production
intensity. Continuous upkeep with embedding times conditions the correct
monolithic properties of concrete. Hence, the control includes the necessary
performance and pressure of mix extrusion, as well as the speed of the chassis
with the assemblies.
The
chassis frame houses the automatic paver kit (Figure 2), which executes the
slab (1) while continuously moving the works and the entire device in direction
(2).
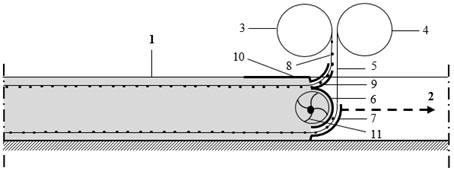
Fig. 2. Paver kit diagram (see
description in the text)
The robot’s toolkit includes two
unfolding rollers (3 and 4) with a reinforcement mesh of glass fibre rods. Mesh
(5) at the bottom is input from the front, between the paver casing (6) and the
front guide (7), which, due to its form, assures a mesh distance (reinforcement
cover) from the bottom of the slab that is formed. The other mesh (8), at the
top, is input over the paver casing (6) with a guide (9) under the top disc
(10), which assures correct mesh placement vs. the surface of the slab formed.
Together with the entire robot movement in direction (2), and successive
placement of the reinforcement mesh, water is added to the concrete mix and
spread on the entire slab width, with extrusion grouting and compaction with
feeder blades (11). Top disc (10), with a greater width than the impact of the
extrusion pressure and compaction of the fresh mix, forms and smoothens the top
surface of the slab. As a result, the entire slab is completely executed in one
pass of the robot.
Rapid-setting CSA cement causes the need for frequent
mechanical cleaning of the tools and equipment, usually not less frequently
than between a few minutes and half an hour. This issue has also been solved by
the RoadTronic technology owing to
continuously moving elements, which assure permanent cleaning of all surfaces
in contact with the concrete mix
4. CSA CEMENTS AND WORKS
EXECUTION
CSA
cements are manufactured with grades 42.5, 52.5, 62.5, 72.5, 82.5 and 92.5 (in
this case, the values indicate compressive strength values achieved after seven
days). CSA cements, which are stored in dry places in sealed packaging, have a
shelf life of 12 months. Major manufacturers of rapid-setting cements are
located in the US and China.
It must
be pointed out that obtaining CSA in the reaction requires full hydration,
which occurs with minimum
water/cement proportions of w/c >0.36 [15]. In proportions of w/c
≤ 0.61, 100% of the water reacts with the CSA cement. Aggregates are
composed on similar terms as in Portland cements, whereas the minimum CSA
volume totals 300 kg/m3 of concrete mix [3,8].
In
order to achieve the intended strength parameters, CSA concrete must be
prepared and embedded at outdoor temperatures within the range between 7°C and
32°C (at
lower temperatures, the setting process occurs at a much slower rate, while, at
higher temperatures, with additional hydration heat, ettringite may become
decomposed). At a temperature of 20°C, setting occurs after only 15 min or up to several
minutes later [3]. With citric acid used as a retardant, the onset of the
setting time can be postponed by 15 min.
CSA
cements are principally applied in necessary short-term repairs and urgent
works.
The onset of CSA cement setting, occurring usually
after several minutes, requires the execution of non-standard works, as the
processes of setting and curing occur almost immediately following the addition
of water. Hence, concrete teams must be appropriately trained
and provided with the suggested equipment. They must execute works according to a strictly defined organization of
works. Concrete must not be vibrated after it has started to set and the
surface must be secured against evaporation. During the works, tools must be
systematically cleaned, usually not less frequently than every 30 min. The mixers and other equipment used must
also be mechanically cleaned at similar time intervals.
5. VARIABILITY OF CONCRETE COMPRESSIVE STRENGTH DURING
THE CURING PERIOD
Concrete strength with time depends on the type of
cement, temperature and curing conditions [4]. At an average temperature of
20°C and curing according to EN 12390 [10], pursuant to EC2 [4], it can be
assumed that the characteristic concrete compressive strength fck(t) at age t totals:
(1)
fck(t) = fcm(t) - 8MPa for 3 < t < 28 days.
According to EC2 [4], more precise values,
particularly with t ≤3 days,
must be specified pursuant to tests. In turn, average concrete compressive
strength depending on the age can be estimated according to the following
equation:
(2)
fcm(t) = βcc(t)
fcm,
(3)
βcc(t)
= exp
![]() ,
,
fcm(t) - average concrete compressive strength at the age
of t days
fcm - average concrete compressive strength after 28
days
βcc(t) -
coefficient depending on the concrete age
t - concrete age in days
s -
coefficient depending on the cement type.
In the case of the application of CSA cements, where
fresh concrete in the ceiling needs to be immediately deprived of formwork, the
ja-wa system already requires information on the characteristic
concrete compressive strength fck(t) at the age of t ≥1.5 h.
When
analysing the strength of the samples tested (three samples each, on nine
occasions, from 1.5 h up to seven days, at the aforementioned laboratory of the
Department of Geomechanics, Civil Engineering and Geotechnics of the AGH
University of Science and Technology), major differences in the results, with a
standard deviation of s = 1.38,
occurred for samples with a concrete age of 8 h (from mixing the components
with water). The average strength of three samples totalled fcm(8h) = 31.5
MPa. A t-Student test was applied to
check whether the EC2 condition [4], in the case of 95% of samples in the lot
achieving the characteristic strength, was met. For samples with strength d = 4
MPa lower than average fcm(8h),
the test statistic value tobl = ![]() , following substitution totals tobl =
4.099, which is higher than the t-Student
distribution quantile of t(0.95,
2) = 2.920. Therefore, the following assumption was adopted:
, following substitution totals tobl =
4.099, which is higher than the t-Student
distribution quantile of t(0.95,
2) = 2.920. Therefore, the following assumption was adopted:
(4)
fck(t) = fcm(t) - 4 MPa, for 1.5 h ≤ t ≤ 168 h.
Pursuant to the results of the sample strength tests
(at times with 1.5-h intervals up to several days, Table 2), the function of
average compressive strength was defined for concrete based on CSA cement
depending on concrete age t, according
to:
(5)
fcm(t)CSA = fcm(168) {1 - [a(t)]0,074} - 1,
for 1.5 h ≤ t ≤
168 h,
fcm(t) - average concrete compressive strength at the age
of t h (hours)
fcm(168) - average concrete compressive strength after 168 h
(seven days)
a(t) - coefficient depending on concrete age, a(t)
= 168/t (t - analysed
concrete age from mixing dry components with water, in h)
Table 1 present the results for fresh CSA-based
concrete compressive strength determined in the tests, as well as calculated
results pursuant to Equations (4) and (5).
Table 1
Strength values for Rapid Set®
fresh concrete pursuant to tests and calculated according to Equations (4) and
(5)
|
Test of concrete aged t, h |
1.5 |
2 |
3 |
4 |
8 |
24 |
48 |
72 |
168 |
|
Average strength from tests fcm, MPa |
24.9 |
27.3 |
29.9 |
31.5 |
35.1 |
37.9 |
40.2 |
41.5 |
44.3 |
|
Average strength, according to
(4) fcm(t), MPa |
24.8 |
26.1 |
27.9 |
29.2 |
32.1 |
36.4 |
39.0 |
40.4 |
43.3 |
|
Characteristic strength values,
according to (5) fck(t), MPa |
20.8 |
22.1 |
23.9 |
25.2 |
28.1 |
32.4 |
35.0 |
36.4 |
39.3 |
According
to Table 1, average compressive strength values fcm(t), calculated pursuant to Equation (4),
are lower than the strength of analysed samples fc(t)
in all cases of analysed t values.
Similarly, characteristic values fck(t),
calculated pursuant to Equation (5), meet the condition that at least 95% of
samples of the analysed lot achieved such strength. Hence, characteristic
values fck(t)
were defined, pursuant to Equation (5).
According
to the Annex to Regulation no. 30 of GDDKiA of 16 June 2014, Table 9.4, for KR
7, the typical structure of the top
layer of a rigid surface must have thickness of 29 cm (for core subgrade: mix
with hydraulic binder C5/6, C8/10). According to Eurocode 2, for a
(non-reinforced) C20/25 slab,
which is 3x3 m and 30 cm thick, on C8/10 subgrade and with a load of 100 kN,
the maximum strength totals 24 kNm/m, while cracking occurs at 30.9 kNm/m.
Despite meeting the requirement for the cracking moment, in the RoadTronic
solution, the slab features additional reinforcement at the top and at the
bottom.
6. CONCULSIONS
The RoadTronic technology for constructing the top
layers of rigid surfaces with mesh reinforcement envisages numerical control of
an integrated assembly of robot machinery in charge of the following:
intermediate storage of materials, placement of a reinforcement mesh of glass
fibre rods at the bottom and at the top, component dosing, mixing, transport,
extrusion grouting, and compaction of the concrete mix, with slab formation.
Owing to the precise operation of the robot, it is
possible to apply the CSA-based concrete, which, after mixing with water, is
characterized as follows:
·
very short time
to the onset of cement setting (approximately 0.2 to 0.5 h)
·
then, immediate
concrete hardening with rapid increments in its early strength, e.g.,
compressive strength fcm -
average test values were over 24 MPa, 31 MPa and 44 MPa, respectively, after
1.5 h, 4 h, and 168 h, while characteristic values fck(t), calculated according to the proposed equations
totalled, respectively, 20.9 MPa, 25.2 MPa, and 39.3 MPa
·
concrete slab
achieving Condition I, permitting operational loads after 4 h, while, for
Condition II, full bearing strength is achieved after 168 h
The characteristics of the RoadTronic technology
include:
·
predisposition
for bus bay repairs during low-intensity traffic at night (between 18:00 and
02:00), so as to restore normal traffic at 06:00
·
liberating
workers of hard physical labour under difficult conditions
·
![]()
![]()
![]() controlling the execution of timely works for each
concrete mix portion regarding the latest embedding time, by controlling
preparation capacity, material embedding and the speed functions of the
robot’s movements
controlling the execution of timely works for each
concrete mix portion regarding the latest embedding time, by controlling
preparation capacity, material embedding and the speed functions of the
robot’s movements
References
1.
ASTM C 845-96. Standard Specification for Expansive
Hydraulic Cement.
2.
Bescher E., Ramseyer C. 2013. Seattle-Tacoma Airport Concrete
Rehabilitation Performance Review.
Oklahoma.
3.
CTS
Cement - Rapid Set Construction Cement.
4.
EN
1992-1-1:2004/A1 Eurocode 2: Design of Concrete Structures - Part 1-1: General
Rules and Rules for Buildings.
5.
Jamroży Z. 2015. Beton
i jego technologie. [In
Polish: Concrete and Its Technologies.]
Warsaw: PWN.
6.
Klein
A. Expansive and Shrinkage-compensated
Cements. Patent US3,251701.
7.
Korodur
International GmbH. Product Information.
8.
Kurdowski W. 2010. Chemia cementu i betonu. [In
Polish: The Chemistry of Cement and
Concrete.] Cracow: Association of Cement
Producers.
9.
Neville A.M. 2012. Właściwości
betonu. [In
Polish: The Properties of Concrete.] Cracow: Association of Cement
Producers.
10.
PN-EN 12390-1 Beton.
Część 1: Kształt, wymiary i inne wymagania dotyczące
próbek do badania i form. [In Polish: PN-EN 12390-1 Concrete. Part 1: The Shape, Dimensions and Other
Requirements of Samples and Forms.]
11.
PN-EN 206-04:2014 Beton. Wymagania, właściwości,
produkcja i zgodność. [In Polish:
PN-EN 206-04:2014 Concrete. Requirements, Properties, Production,
Compatibility.]
12.
Dell’Acqua
G., M. De Luca, C.G. Prato, O. Prentkovskis, R. Junevicius. 2016. “The impact
of vehicle movement on exploitation parameters of roads and runways: a short
review of the special issue”. Transport
31(2) Special Issue: 127-132.
13.
Zima
B., M. Rucka. 2016. “Detection of debonding in steel bars embedded in
concrete using guided wave propagation”. Diagnostyka 17(3): 27-34.
14.
Gąska
Damian, Tomasz Haniszewski, Jerzy Margielewicz. 2017. “I-beam girders dimensioning with
numerical modelling of local stresses in wheel-supporting flanges”. Mechanika 23(3): 347-352. ISSN
1392-1207.
15.
Štemberk
Petr, Michaela Frantova, Martin Petrik. 2017. “Evaluation of early-age
performance of reinforced concrete pile cap”. Mechanika 23(30). DOI: http://dx.doi.org/10.5755/j01.mech.23.3.18479.
ISSN 1392-1207.
16.
Kmita
A., J. Zych, M. Holtzer, J. Mocek, S. Piasny. 2016. “Ecological water-based protective coatings for moulds and cores of iron
castings”. Metalurgija 55(4): 589-592.
Received 18.03.2018; accepted in revised form 21.08.2018
![]()
Scientific
Journal of Silesian University of Technology. Series Transport is licensed
under a Creative Commons Attribution 4.0 International License