Article citation info:
Markowski, T., Batsch, M. Mathematical model of form machining of the convexo-concave Novikov gear teeth. Scientific Journal of Silesian University of Technology. Series Transport. 2016, 90, 137-147. ISSN: 0209-3324. DOI: 10.20858/sjsutst.2016.90.12.
Tadeusz MARKOWSKI[1], Micha� BATSCH[2]
MATHEMATICAL MODEL OF FORM MACHINING OF THE CONVEXO-CONCAVE NOVIKOV GEAR TEETH
Summary. Article
presents mathematical model of form machining of cylindrical convexo-concave
Novikov gear teeth by means of disk-type tools. Example of these king of tools
is disk-type milling cutter or grinding wheel. Moreover based on the given
convex and concave tooth geometry the tool profile has been established.
Keywords: mathematical model, Novikov
convexo-concave gear, machining, disk-type tools
MATEMATYCZNY MODEL OBR�BKI� KSZTA�TOWEJ UZ�BIE�
O KO�OWO-�UKOWYM ZARYSIE Z�B�W TYPU NOWIKOWA
Streszczenie. Artyku� przedstawia model matematyczny kszta�towej obr�bki uz�bie�
walcowych przek�adni z�batych o ko�owo-�ukowym zarysie z�b�w typu Nowikowa za
pomoc� narz�dzi kr��kowych. Przyk�adami takich narz�dzi mog� by� frez kr��kowy
lub �ciernica. Ponadto wyznaczono zarysy narz�dzi na podstawie zadanej
geometrii k� z�batych o wkl�s�ym i wypuk�ym zarysie z�b�w.
S�owa kluczowe: model matematyczny, przek�adnia z�bata Nowikova o ko�owo-�ukowym
zarysie z�b�w, obr�bka, frez kr��kowy
1. WPROWADZENIE
���� Uz�bienie k� przek�adni Nowikowa mo�e by�
wykonywane zar�wno metodami kszta�towymi, jak i obwiedniowymi [5].
W�r�d metod kszta�towych wyr�ni� mo�na frezowanie frezem trzpieniowym b�d�
kr��kowym. Do metod obwiedniowych zaliczy� mo�na frezowanie frezem �limakowym,
d�utowanie metodami Maaga oraz Fellowsa. Metody kszta�towe s� znacznie dro�sze
i bardziej czasoch�onne w por�wnaniu do metod obwiednio-wych, dlatego te� nie
nadaj� si� do produkcji masowej. Ich zalet� jednak jest mo�liwo�� wykonywania
uz�bienia na maszynach niededykowanych do obr�bki k� z�batych np. na fre-zarkach.
W tym przypadku frezarka musi mie� skr�tny wrzeciennik oraz mo�liwo��
sprz�enia ruchu posuwowego sto�u z ruchem obrotowym ko�a obrabianego. Takie
wyma-gania spe�niaj� 5-osiowe frezarki b�d� centra frezarskie ze skr�tnym
wrzeciennikiem i z osi� obrotow�. Ponadto obr�bka
wyka�czaj�ca cz�sto odbywa si� metod� kszta�tow� [2, 4].
W tym przypadku zarys �ciernicy ukszta�towany jest tak, aby w wyniku sprz�enia
jej ruchu
z ruchem p�wyrobu mo�na by�o uzyska� po��dany zarys z�b�w.
���� W artykule przedstawiono kinematyk� obr�bki k� przek�adni Nowikowa narz�dziem kr��kowym. Wyznaczono r�wnie� sprz�ony z ko�em obrabianym zarys narz�dzia do obr�bki uz�bienia wypuk�ego oraz wkl�s�ego z wykorzystaniem metody analitycznej [1, 2].
2. Zarys
narz�dzia do obr�bki uz�bienia wypuk�ego
���� Rysunek 1 przedstawia matematyczny model przek�adni technologicznej, na kt�r� sk�ada si� narz�dzie oraz obrabiany z�bnik o z�bach wypuk�ych.
Wprowadzono trzy uk�ady wsp�rz�dnych: xS1, yS1, zS1 zwi�zany z obrabianym z�bnikiem, pomocniczy xN, yN, zN oraz xNo, yNo, zNo zwi�zany z narz�dziem. Narz�dzie kr��kowe o promieniu rN obrabia z�bnik o �rednicy st�p rf1. Powierzchnie boczne s�siaduj�cych z�b�w s� obrabiane jednocze�nie w wyniku sprz�enia ruch�w obrotowego i posuwowego ko�a.
���� Pr�dko�ci k�towa oraz liniowa obrabianego ko�a powinny by� powi�zane ze sob� zale�no�ci� (1)
|
|
(1) |
���� Odleg�o�� pomi�dzy osiami obrotu narz�dzia oraz z�bnika wyra�a si� wzorem (2)
|
|
(2) |
���� Powierzchnia z�ba z�bnika w uk�adzie S1 reprezentowana jest przez wektor (3) oraz wersor normalny (4):
|
|
(3) |
||
|
|
(4) |
|
|

gdzie:
αw � czo�owy k�t przyporu,
r1 � promie� podzia�owy z�bnika,
ρ1 � promie� zarysu z�ba wypuk�ego,
dCO� � odleg�o�� pomi�dzy centralnym punktem zaz�bienia C a �rodkiem zarysu z�ba wypuk�ego O�,
β
� k�t pochylenia
linii z�ba na �rednicy podzia�owej, φ1,
θ1 � parametry powierzchni,
φSYM1 � k�t zapewniaj�cy, �e o� xS1 b�dzie osi� symetrii
zarysu wr�bu mi�dzyz�bnego w przekroju czo�owym zaznaczonym na rysunku 1.
Rys. 1. Obr�bka uz�bienia z�bnika narz�dziem kr��kowym
Powierzchnia z�ba z�bnika w uk�adzie wsp�rz�dnych narz�dzia xNo, yNo, zNo wyra�a si� zale�no�ci� (5)
|
|
(5) |
gdzie:
MNoN � jednorodna macierz
transformacji z uk�adu N do No,
MN1 � jednorodna macierz transformacji
z uk�adu 1 do N.
���� Powy�sze macierze dane s� zale�no�ciami (6) oraz (7):
|
|
(6) |
|
|
(7) |
���� Podobnie wersor normalny do powierzchni z�ba z�bnika w uk�adzie
wsp�rz�dnych narz�dzia xNo,
yNo, zNo wyra�a si� zale�no�ci� (8):
|
|
(8) |
gdzie:
LNoN � macierz transformacji z
uk�adu N do No,
LN1 � macierz transformacji z
uk�adu 1 do N.
���� Macierze te dane s� wzorami (9) i (10):
|
|
(9) |
|
|
(10) |
���� Kierunek pr�dko�ci dowolnego punku powierzchni narz�dzia
okre�lony jest przez wektor (11):
|
|
(11) |
���� Musi by� on styczny do powierzchni bocznej obrabianego z�ba.
Styczno�� ta wyst�pi, gdy k�t pomi�dzy nim a wersorem normalnym do powierzchni
z�ba z�bnika b�dzie k�tem prostym, a wi�c gdy spe�nione zostanie r�wnanie (12):
|
|
(12) |
���� Rozwi�zanie tego r�wnania dla kolejnych dyskretnych warto�ci
k�ta obrotu narz�dzia ![]() �oraz dla kolejnych dyskretnych warto�ci
parametru powierzchni bocznej z�ba z�bnika
�oraz dla kolejnych dyskretnych warto�ci
parametru powierzchni bocznej z�ba z�bnika ![]() �pozwala na wyznaczenie parametrycznej
reprezentacji powierzchni bocznej narz�dzia w postaci (13):
�pozwala na wyznaczenie parametrycznej
reprezentacji powierzchni bocznej narz�dzia w postaci (13):
|
|
(13) |
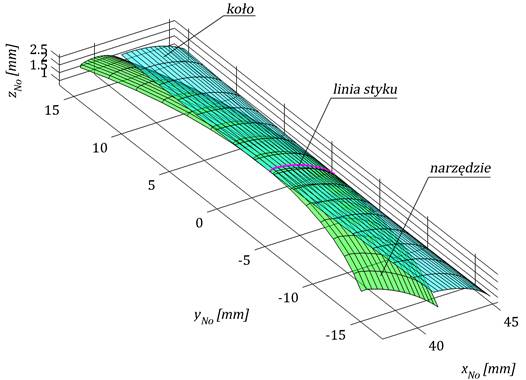
���� Rysunek 2 przedstawia wygenerowan� powierzchni� boczn� narz�dzia
do obr�bki uz�bienia z�bnika w uk�adzie wsp�rz�dnych No.
Rys. 2. Powierzchnia narz�dzia do
obr�bki uz�bienia wypuk�ego, powierzchnia boczna z�ba z�bnika oraz ich linia
styku w uk�adzie wsp�rz�dnych ko�a obrabianego
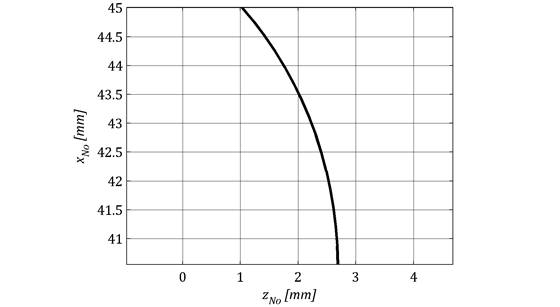
���� Zarys narz�dzia kr��kowego jest uzyskiwany w wyniku przekroju powierzchni narz�dzia p�aszczyzn� xNozNo, a zatem jest on zbiorem punkt�w powierzchni narz�dzia, dla kt�rych wsp�rz�dna yNo przyjmuje warto�� zero. Zarys ten dla narz�dzia do obr�bki uz�bienia wypuk�ego z�bnika pokazano na rys. 3.
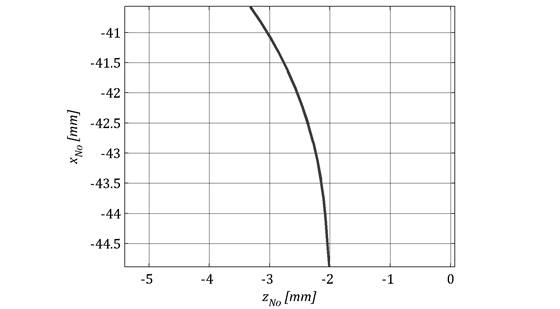
Rys. 3. Zarys narz�dzia do obr�bki wypuk�ego uz�bienia z�bnika
3. zarys narz�dzia do obr�bki uz�bienia wkl�s�Ego
���� Rysunek 4 przedstawia model przek�adni technologicznej, na kt�r� sk�ada si� narz�dzie oraz obrabiane ko�o.
Rys. 4. Obr�bka uz�bienia ko�a
narz�dziem kr��kowym
Tak samo jak w przypadku wyznaczania zarysu narz�dzia do obr�bki uz�bienia wkl�s�ego wprowadzono trzy uk�ady wsp�rz�dnych: xS2, yS2, zS2 zwi�zany z obrabianym ko�em, pomocniczy xN, yN, zN oraz xNo, yNo, zNo zwi�zany z narz�dziem. Narz�dzie kr��kowe o promieniu rN obrabia ko�o o �rednicy st�p rf2. Powierzchnie boczne s�siaduj�cych z�b�w s� obrabiane jednocze�nie w wyniku sprz�enia ruch�w obrotowego i posuwowego ko�a. Pr�dko�ci k�towa oraz liniowa obrabianego ko�a powinny by� powi�zane ze sob� zale�no�ci� (14):
|
|
(14) |
Odleg�o�� pomi�dzy osiami obrotu narz�dzia oraz ko�a wyra�a si� wzorem (15):
|
|
(15) |
���� Powierzchnia z�ba ko�a w uk�adzie S2 reprezentowana jest przez wektor (16) oraz wersor normalny (17):
|
|
(16) |

|
|
(17) |
 ,
,gdzie:
αw �
czo�owy k�t przyporu,
r2 � promie�
podzia�owy ko�a,
ρ2 �
promie� zarysu z�ba wkl�s�ego,
dCO� �
odleg�o�� pomi�dzy centralnym punktem zaz�bienia C a �rodkiem zarysu z�ba wypuk�ego O�,
β � k�t
pochylenia linii z�ba na �rednicy podzia�owej, φ2,
θ2 �
parametry powierzchni,
φSYM2 �
k�t zapewniaj�cy, �e o� xS2
b�dzie osi� symetrii zarysu wr�bu mi�dzyz�bnego w przekroju czo�owym
zaznaczonym na rys. 4.
���� Powierzchnia z�ba ko�a w uk�adzie wsp�rz�dnych narz�dzia xNo, yNo, zNo
wyra�a si� zale�no�ci� (18):
|
|
(18) |
gdzie:
MNoN � jednorodna macierz
transformacji z uk�adu N do No,
MN2 � jednorodna macierz
transformacji z uk�adu 2 do N.
���� Powy�sze macierze dane s� zale�no�ciami (19) oraz (20):
|
|
|
|
���� Podobnie wersor normalny do powierzchni z�ba ko�a w uk�adzie
wsp�rz�dnych narz�dzia xNo,
yNo, zNo wyra�a si� zale�no�ci� (21):
|
|
gdzie:
LNoN � macierz transformacji z
uk�adu N do No,
LN2 � macierz transformacji z
uk�adu 2 do N.
���� Macierze te dane s� wzorami (22) i (23):
|
|
|
|
���� Kierunek pr�dko�ci dowolnego punku powierzchni narz�dzia
okre�lony jest przez wektor (24):
|
|
(24) |
���� Musi by� on styczny do powierzchni bocznej obrabianego z�ba.
Styczno�� ta wyst�pi, gdy k�t pomi�dzy nim a wersorem normalnym do powierzchni
z�ba ko�a b�dzie k�tem prostym, a wi�c gdy spe�nione zostanie r�wnanie
(25):
|
|
���� Rozwi�zanie tego r�wnania dla kolejnych dyskretnych warto�ci
k�ta obrotu narz�dzia ![]() �oraz dla kolejnych dyskretnych warto�ci
parametru powierzchni bocznej z�ba ko�a
�oraz dla kolejnych dyskretnych warto�ci
parametru powierzchni bocznej z�ba ko�a ![]() �pozwala na wyznaczenie parametrycznej
reprezentacji powierzchni bocznej narz�dzia w postaci (26):
�pozwala na wyznaczenie parametrycznej
reprezentacji powierzchni bocznej narz�dzia w postaci (26):
|
|
���� Rysunek 5 przedstawia wygenerowan� powierzchni� boczn� narz�dzia
do obr�bki uz�bienia ko�a w uk�adzie wsp�rz�dnych No.
Rys. 5. Powierzchnia narz�dzia ko�a,
powierzchnia boczna ko�a oraz ich linia styku w uk�adzie wsp�rz�dnych
ko�a obrabianego
���� Podobnie jak w przypadku z rozdzia�u 2 jego zarys uzyskiwany jest w wyniku przekroju powierzchni narz�dzia p�aszczyzn� xNozNo. Zarys ten dla narz�dzia do obr�bki uz�bienia wkl�s�ego ko�a przedstawiono na rys. 6.
Rys. 6. Zarys narz�dzia do
obr�bki wkl�s�ego uz�bienia ko�a
4. WNIOSKI i
PODSUMOWANIE
Przedstawiony matematyczny model kszta�towej obr�bki uz�bie� mo�e by� wykorzystany podczas projektowania narz�dzi kr��kowych. W zale�no�ci od przyj�tych parametrycznych r�wna� powierzchni bocznej obrabianego z�ba, kt�re definiuj� jego geometrie, mo�e on pos�u�y� do symulacji obr�bki uz�bie� walcowych dowolnego typu. Tego rodzaju obr�bka daje mo�liwo�� wykonywania uz�bienia na maszynach niededykowanych do obr�bki k� z�batych, co jest zalet� w przypadku produkcji jednostkowej.
Narz�dzia kr��kowe do obr�bki uz�bie� Nowikowa maj� zarys, kt�ry z du�� dok�adno�ci� mo�na przybli�y� �ukiem okr�gu. W omawianych w rozdzia�ach 2 i 3 metodach wyznaczania zarysu narz�dzi zak�adano jednoczesn� obr�bk� dw�ch s�siaduj�cych powierzchni bocznych z�b�w. W praktyce, aby m�c kontrolowa� wielko�� luzu mi�dzyz�bnego, a co za tym idzie szeroko�� wr�bu mi�dzyz�bnego, narz�dzia mog� by� wykonane o nieco mniejszej szeroko�ci ni� wynika to z przeprowadzonych oblicze�. Zmiana szeroko�ci mo�e polega� na nieznacznym przesuni�ciu �rodka �uku okr�gu stanowi�cego zarys narz�dzia. Ponadto przesuni�cie to umo�liwia obr�bk� uz�bienia ze zmian� k�ta pochylenia linii z�ba. W�wczas mo�liwe jest wprowadzanie modyfikacji w postaci fazowania b�d� beczu�kowania, o ile skr�t wrzeciennika obrabiarki mo�e by� sterowany numerycznie.
5. Podzi�kowania
���� Badania realizowane w ramach Projektu �Nowoczesne technologie materia�owe stosowane w przemy�le lotniczym�, Nr POIG.01.01.02-00-015/08-00 w Programie Operacyjnym Innowacyjna Gospodarka (PO IG). Projekt wsp�finansowany przez Uni� Europejsk� ze �rodk�w Europejskiego Funduszu Rozwoju Regionalnego.
References
1.
Litvin F.L., A. Fuentes A. 2004. Gear Geometry and Applied Theory. Cambridge:
Cambridge University Press.
2. Markov V.M., A.S.
Kosterin. 2008. �Simulation of the Working Surface of a
Grinding Wheel in Complex Gear Cutting�. Russian
Engineering Research 28: 1125-1128.
3. Radzewich S.P. 2010. Gear Cutting
Tools. Fundamentals of Design and Computation. Abingdon: CRC Press.
4. Shih Y.P, S.D.
Chen S.D. 2012. �A flank correction methodology for a five-axis CNC gear profile grinding machine�. Mechanism and Machine Theory 47: 31-45.
5. Watson
H.J. 1970. Modern Gear Production. Bradley:
Pergamon Press.
Received 17.09.2015; accepted in revised form 30.12.2015
![]()
Scientific Journal of Silesian University of
Technology. Series Transport is licensed under a Creative Commons Attribution
4.0 International License