Article citation info:
Stachurski, W. Influence of axial feed in hobbing with minimal quantity lubrication (MQL) on wear of the hob and cutting forces. Scientific Journal of Silesian University of Technology. Series Transport. 2015, 89, 155-161. ISSN: 0209-3324. DOI: 10.20858/sjsutst.2015.89.16.
Wojciech STACHURSKI[1]
INFLUENCE OF AXIAL FEED IN HOBBING WITH MINIMAL QUANTITY LUBRICATION (MQL) ON WEAR OF THE HOB
AND CUTTING FORCES
Summary. In the paper evaluation of the influence of
axial feed on the hob wear in hobbing with minimal quantity lubrication
technique has been done. As a work material C45 carbon steel has been
investigated. Wear resistance of the hob made from high speed steel HS6-5-2
without coating has been investigated. For comparison tests with conventional
fluid supply method have been carried out. Gears have been generated with full
depth of cut and with two axial feed with constant cutting speed value. During
hobbing cutting forces have been measured by experimental stand. Tool wear has been
measured directly as a width of flank wear land of the hob cutter teeth. During
investigation any significant wear changes on the rake faces haven’t been
detected, so those results haven’t been taken into consideration. A constant
length of cut parameter has been established as a criteria value. Results of
investigation have been presented in the form of graphs describing changes of
wear land width parameter in comparison to the most loaded tooth wear land
parameter. Also changes of cutting forces in time are presented too. On the
base of obtained results conclusion has been formulated that MQL technique
might be used as an alternative solution for supplying cutting fluid into the
cutting zone during hobbing process.
Keywords: axial feed, wear, cutting forces, hobbing,
minimum, quantity lubrication
WPŁYW POSUWU WZDŁUŻNEGO NA ZUŻYCIE FREZU ŚLIMAKOWEGO I SIŁY SKRAWANIA PODCZAS FREZOWANIA OBWIEDNIOWEGO Z MINIMALNYM WYDATKIEM CIECZY OBRÓBKOWEJ (MQL)
Streszczenie. W artykule dokonano oceny wpływu zmiany posuwu wzdłużnego podczas frezowania obwiedniowego kół zębatych z minimalnym wydatkiem cieczy obróbkowej (metoda MQL) na zużycie frezu ślimakowego oraz siły skrawania. Badania wykonano frezując stal C45 frezem ślimakowym ze stali szybkotnącej HS6-5-2 bez pokryć przeciwzużyciowych. Dla porównania przeprowadzono próby podczas frezowania „na mokro”. W trakcie badań wykorzystano dwa posuwy przy stałej prędkości skrawania. Koła frezowano na pełną głębokość wrębów. Podczas frezowania mierzono siłę skrawania. Zużycie narzędzia mierzono w sposób bezpośredni jako szerokość starcia na powierzchni przyłożenia (nie zaobserwowano istotnego zużycia na powierzchni natarcia). Przyjęto, że parametrem kryterialnym dla zużycia będzie stała długość frezowania. Wyniki badań przedstawiono w postaci wykresów zmian zużycia dla najbardziej obciążonego zęba frezu oraz wykresów przebiegów sił skrawania. Na podstawie uzyskanych wyników ustalono, że metoda MQL może być alternatywną metodą podawania cieczy obróbkowej podczas frezowania obwiedniowego.
Słowa kluczowe: posuw wzdłużny, zużycie, frez ślimakowy, siły skrawania, frezowanie obwiedniowe, minimalny wydatek cieczy obróbkowej
1.
WPROWADZENIE
Obróbki z udziałem minimalnego wydatku cieczy obróbkowej (ang. Minimum Quantity Lubrication − MQL) są stale rozwijającymi się dziedzinami technologii. Jednak w zastosowaniach przemysłowych, zwłaszcza krajowych, są ciągle nowością. Dotychczasowe badania prowadzone przez różnych autorów, np. [1-3] wykazały, że w pewnych warunkach stosowanie metody MQL pozwala na uzyskanie wyników porównywalnych do konwencjonalnego podawania cieczy obróbkowej i znacznie lepszych niż dla obróbki „na sucho”.
W przypadku frezowania obwiedniowego dostępne publikacje i badania tego procesu wskazują, że wpływ zastosowania metody MQL na efektywność tego procesu nie jest jeszcze zbadany lub dotyczy ograniczonego zakresu [4, 5]. Ponieważ podczas frezowania obwiedniowego kół zębatych usuwanie naddatku obróbkowego przez wiele zębów frezu ślimakowego powoduje nierównomierne obciążenie, a w konsekwencji nierównomierne zużycie krawędzi skrawających, tak więc eksperymentalne zbadanie skuteczności zastosowania MQL w tej metodzie obróbki jest w pełni uzasadnione. Podstawą do oceny efektywności różnych warunków podawania cieczy obróbkowej jest porównanie przebiegów zużycia ostrzy w całym okresie trwałości.
Należy również pamiętać, że zużycie frezu ślimakowego prowadzi, w trakcie procesu obróbkowego, do zmiany warunków skrawania i pogorszenia jakości przedmiotu obrabianego. Konsekwencją tego jest m.in. zmiana wartości sił występujących w trakcie frezowania obwiedniowego, stanowiąca w ten sposób pośredni wskaźnik zużycia. Zatem, skuteczność smarowania w metodzie MQL można określić także przez porównanie wartości sił skrawania z tymi, jakie występują podczas frezowania obwiedniowego z udziałem cieczy obróbkowej w trybie obfitym.
W Instytucie Obrabiarek i TBM Politechniki Łódzkiej prowadzone są badania, dotyczące zastosowania minimalnego smarowania (MQL) podczas frezowania obwiedniowego [6-8]. Jednym z ważnych problemów badawczych jest określenie wpływu zastosowanej cieczy obróbkowej na zużycie frezu ślimakowego przy zmieniających się parametrach skrawania. Parametry te decydują bowiem, w bardzo dużym stopniu, o intensywności procesu zużycia. Jednym z takich parametrów jest posuw.
Opisane poniżej badania miały na celu określenie wpływu zmiany posuwu wzdłużnego na zużycie frezu ślimakowego podczas frezowania obwiedniowego z minimalnym wydatkiem cieczy obróbkowej (MQL). Oceny efektywności podawania różnych cieczy obróbkowych dokonano mierząc zużycie frezu oraz siły skrawania w całym okresie trwałości narzędzia. Wyniki otrzymane dla metody MQL porównano z wynikami uzyskanymi podczas obróbki „na mokro” (ang. Wet Machining - WM). W artykule zaprezentowano wyniki badań oraz dokonano ich analizy i oceny.
2.
warunki
badań
Badania przeprowadzono na bezdyferencjałowej frezarce do kół zębatych ZFC-20. Podczas badań frezowano koła zębate walcowe o zębach prostych wykonane ze stali węglowej C45 w stanie normalizowanym. Użyto frezów ślimakowych NMFc-3/20°/B o module m=3 mm wykonanych ze stali szybkotnącej HS6-5-2 bez pokryć przeciwzużyciowych.
W trakcie badań zastosowano dwie metody dostarczania cieczy chłodząco-smarującej w strefę skrawania: (1) z cieczą podawaną w trybie obfitym (WM), (2) z cieczą podawaną z minimalnym wydatkiem (MQL).
Jako konwencjonalną ciecz obróbkową (dla WM) zastosowano
olej maszynowy dostarczany w strefę obróbki z wydatkiem 10 l/min. Do metody MQL
zastosowano urządzenie MicroJet MKS-G100 firmy Link oraz ciecz obróbkową do
obróbki wiórowej MICRO 3000 dostarczoną przez producenta urządzenia. Urządzenie
MKS-G100 przeznaczone jest do zewnętrznego, jednokanałowego wytwarzania mgły
olejowej. Ciecz obróbkową w metodzie MQL dostarczano z wydatkiem około 15
ml/godz.
Badania prowadzone były dla dwóch wartości posuwu wzdłużnego przy stałej prędkości skrawania dla frezowania zgrubnego (na pełną głębokość wrębów). Podczas badań mierzono zużycie narzędzia w sposób bezpośredni jako szerokość starcia na powierzchni przyłożenia VBC (nie zaobserwowano istotnego zużycia na powierzchni natarcia). Z uwagi na to, że w zależności od zastosowanego posuwu zmieniał się czas potrzebny na wykonanie jednego koła, przyjęto, że parametrem kryterialnym dla zużycia będzie stała długość frezowania L=400 mm. Warunki obróbki zestawiono w tablicy 1.
Tablica 1
Warunki obróbki podczas
frezowania obwiedniowego
|
Materiał
obrabiany |
Narzędzie |
Metoda
chłodzenia |
Parametry
skrawania |
|
C45 (ok. 20 HRC) |
frez ślimakowy: NMFc-3/20° B stal
szybkotnąca HS6-5-2 moduł m=3mm |
WM („na mokro”) |
posuw – f=(0,5
– 1,25) mm/obr prędkość skrawania – vc=54 m/min głębokość skrawania – ap=6,6 mm długość frezowania L=400 mm frezowanie przeciwbieżne |
|
MQL (minimalny wydatek) |
Stanowisko badawcze do pomiaru
siły skrawania FC
zaprojektowano dla frezarki obwiedniowej do kół zębatych typu ZFC-20. Koło
obrabiane mocowano na specjalnie zaprojektowanym trzpieniu. Trzpień jest
przeznaczony do zamontowania jednoskładowego siłomierza piezoelektrycznego
KISTLER Typ 9321B. Sygnał pomiarowy z siłomierza kierowany jest do
jednokanałowego wzmacniacza laboratoryjnego KISTLER Typ 5011B i przetwarzany
na sygnał napięciowy. Następnie ze wzmacniacza sygnał przesyłany jest do karty
pomiarowej KEITHLEY Typ KPCMCIA–12AI–C umieszczonej w komputerze. Oprogramowanie
do rejestracji danych pomiarowych zostało opracowane w Instytucie Obrabiarek i
TBM PŁ [6].
Pomiary zużycia wykonywano na mikroskopie warsztatowym MWDc.
Na rys. 1 przedstawiono typowy obraz zużycia pojedynczego ostrza frezu. Zużycie ostrzy frezów ślimakowych występowało na powierzchniach przyłożenia i przybierało formę starcia w pobliżu krawędzi skrawającej. Największa jego wartość VBC we występowała w okolicach naroża po stronie wchodzącej w zazębienie obróbkowo-toczne. Tę wartość brano pod uwagę przy analizie wyników badań.
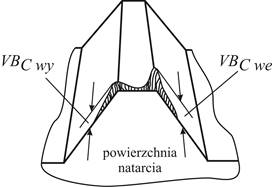
Rys. 1. Rozkład zużycia na powierzchni przyłożenia zęba
3.
wYNIKI
badań
Na rys. 2 przedstawiono zmianę zużycia VBC we najbardziej obciążonego zęba frezu w czasie,
w zależności od użytej metody podawania cieczy obróbkowej (WM i MQL) dla dwóch
posuwów: f=0,5 mm/obr (rys. 2a), f=1,25 mm/obr (rys. 2b).
Na podstawie
uzyskanych wyników pokazanych na rys. 2 widać, że dla obydwu sposobów
dostarczania cieczy obróbkowej (WM i MQL) zużycie wzrasta wraz z upływem czasu
pracy narzędzia. Dla obydwu posuwów mniejsza wartość zużycia VBC we występuje podczas
frezowania „na mokro” (WM). W przypadku posuwu f=
Dla f=0,5 mm/obr (rys. 2a)
krzywe zużycia odpowiadające różnym metodom podawania cieczy (WM i MQL)
wykazują podobne tendencje. Analogiczne krzywe w przypadku f=1,25 mm/obr (rys. 2b) różnią się od siebie pochyleniami.
Pochylenie krzywej zużycia dla MQL jest bardziej strome od krzywej uzyskanej
dla WM, wskazując na znacznie szybszy przyrost zużycia. Może to świadczyć o
niewystarczającym, dla tego posuwu, smarowaniu oraz znacząco różnych
temperaturach procesu wraz z upływem czasu obróbki z minimalnym smarowaniem.
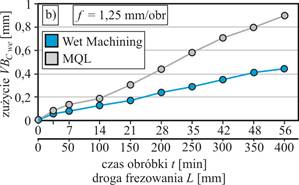
Na rys. 3 przedstawiono porównanie wartości zużycia najbardziej
obciążonego zęba frezu VBC we
po upływie 56 minut obróbki. Wykres wykonano dla dwóch różnych dróg frezowania,
wynikających z zastosowanych posuwów. Dla posuwu f=
Z wykresu na rys. 3 widać, że dla WM po upływie 56 minut obróbki różnica
pomiędzy wartością zużycia dla dwóch zastosowanych posuwów wynosi
Należy zaznaczyć, że przy frezowaniu obwiedniowym nie widać wyraźnie wejścia narzędzia w III okres zużycia.
|
|
|
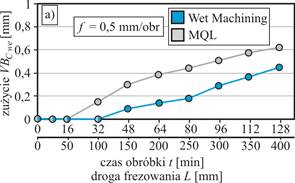
Rys. 2. Maksymalne zużycie VBC we w czasie dla dwóch różnych metod podawania cieczy obróbkowych: a) f=0,5 mm/obr, b) f=1,25 mm/obr; vc=54 m/min, ap=6,6 mm
Rys. 3. Porównanie wartości
zużycia VBC we w zależności
od wartości posuwu po upływie
56 minut frezowania dla WM i MQL
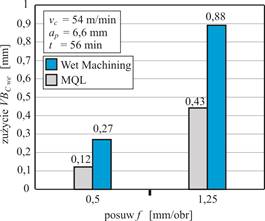
Na rys. 4 przedstawiono przebieg obwodowej siły skrawania FC w czasie podczas obróbki z konwencjonalnym użyciem cieczy obróbkowej (WM) oraz metody MQL. Wykresy wykonano dla dwóch różnych posuwów – f=0,5 mm/obr (rys. 4a) i f=1,25 mm/obr (rys. 4b).
Dla f=0,5
mm/obr krzywe dla WM i MQL mają podobne tendencje, a wartości sił skrawania
osiągają zbliżone wielkości. Wyjątek stanowi początkowa faza obróbki (do 32 minut),
kiedy wartość FC dla WM jest znacząco mniejsza niż w przypadku MQL, a
różnica wynosi 25%. Może to wskazywać na niedostateczne smarowanie w miejscu
styku narzędzia z materiałem obrabianym w początkowej fazie obróbki na
skutek niedostatecznej penetracji strefy skrawania przez ciecz obróbkową. Dla f=1,25
mm/obr wartości sił podczas frezowania z minimalnym wydatkiem cieczy obróbkowej
(MQL) są większe niż w przypadku podawania cieczy obróbkowej w trybie obfitym
(WM). Różnice powiększają się wraz z upływem czasu obróbki. Może być to
wynikiem braku dostatecznego smarowania niezapewniającego odpowiednich warunków
skrawania wraz ze wzrostem temperatury procesu. Warto zauważyć, że ślad zużycia
(rys. 2b) dla MQL i WM pojawia się w tym samym czasie (poniżej 7 min)
i w początkowym okresie obróbki, gdy temperatura skrawania dopiero
rośnie, wartości VBC we są zbliżone.
|
|
|
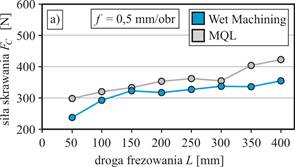
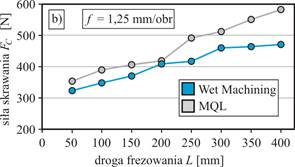
Rys. 4. Siła skrawania FC w czasie dla dwóch metod podawania cieczy obróbkowej: a) f=0,5 mm/obr, b) f=1,25 mm/obr; vc=54 m/min, ap=6,6 mm
4.
wNIOSKI
Na podstawie prezentowanych powyżej wyników można stwierdzić, że:
- dla obydwu metod podawania cieczy (WM i MQL)
zwiększenie posuwu powoduje wzrost wartości zużycia VBC we, przy czym dla tych samych f mniejsze wartości VBC we występują dla trybu
obfitego (WM),
- dla posuwu f=0,5 mm/obr wartość zużycia dla metody MQL jest o 49% większa od
wartości zużycia dla WM. Podobne pochylenie krzywych zużycia wskazuje na
odpowiednie smarowanie dla MQL, zapewniające porównywalne warunki z WM,
- dla posuwu f=1,25 mm/obr metoda MQL nie zapewnia porównywalnych warunków z frezowaniem
„na mokro”. Wartość VBC we
dla WM wynosi
- dla posuwu f=0,5 mm/obr przebiegi sił skrawania dla WM i MQL mają podobne
tendencje, a wartości sił skrawania osiągają zbliżone wielkości. Świadczy to o
dobrym smarowaniu w strefie skrawania dla MQL, co potwierdzają przebiegi
krzywych zużycia.
References
1.
Byrne G., D. Dornfeld, B. Denkena. 2003. „Advancing
cutting technology”. Annals of the CIRP
52(2): 11-20.
2. Oczoś
K.E. 2004. “Doskonalenie strategii chłodzenia i smarowania w procesach
obróbkowych”. Mechanik 10: 597-606. [In Polish: “Improvement
strategies cooling and lubrication in machining processes”].
3.
Weinert K., I. Inasaki, J.W. Sutherland, T. Wakabayashi.
2004. “Dry machining and minimum quantity lubrication”. Annals of the CIRP 53(2): 511-537.
4.
Matsuoka H., Y. Tsuda, S. Suda, H. Yokota. 2006. “Fundamental
research on hobbing with minimal quantity lubrication of cutting oil (effect of
quantity of oil supply)”. JSME International
Journal, series C 49(2): 590-599.
5.
Matsuoka H., Y. Tsuda, S. Suda, H. Yokota. 2006. “Fundamental
research on hobbing with minimal quantity lubrication of cutting oil (effect of
cutting speed)”. JSME International
Journal, series C 49(4): 1140-1150.
6. Stachurski
W. 2008. „Wpływ warunków podawania cieczy obróbkowej w strefę skrawania z minimalnym
wydatkiem na zużycie frezu ślimakowego”. Praca doktorska. Łódź. [In Polish: „Influence of cutting
fluid administration in the cutting zone with minimal expense wear of the
cutter auger”. PhD
Thesis].
7. Stachurski
W., S. Midera, P. Zgórniak. 2010. „Siła skrawania Fc podczas frezowania obwiedniowego kół zębatych z
zastosowaniem wybranych metod chłodzenia i smarowania”. Archiwum Technologii Maszyn i Automatyzacji 30(4): 37-46. [In Polish: “Cutting
force Fc during hobbing
gears with selected methods of cooling and lubrication”].
8.
Stachurski W. 2012. “Application of minimal quantity
lubrication in gear hobbing”. Mechanics
and Mechanical Engineering 16(2): 133-140.
9.
Azizpour Jalali M., H. Majd Mohammadi. 2010. “Wear
mechanisms in high speed steel gear cutting tools”. World Academy of Science, Engineering and Technology 4: 739-741.
Received 11.05.2015; accepted in revised form 21.09.2015
![]()
Scientific Journal of Silesian University of
Technology. Series Transport is licensed under a Creative Commons Attribution
4.0 International License