Article citation info:
Kamiński, S., Łagoda, T. Shot peening impact on fatigue scattered structural
elements of vehicles. Scientific
Journal of Silesian University of Technology. Series Transport.
2015, 88, 61-67. ISSN: 0209-3324. DOI: 10.20858/sjsutst.2015.88.6.
Sebastian KAMIŃSKI[1], Tadeusz ŁAGODA[2]
Shot peening IMPACT ON FATIGUE scattered
STRUCTURAL ELEMENTS OF vehicles
Summary. The theme of this work is to know
about the current state of knowledge in the field of materials processing using
a distributed circular pellet of shot peening steel surfaces. The paper
presents an analysis of the issues and test their own dedicated fatigue life
specimens made of steel S355 J2 + N subjected to shot peening, and to compare
these results with the strength of the specimens not subjected to this
treatment. The results will be presented in the fatigue characteristics S-N
double logarithmic system.
Keywords: shot
peening scattered; fatigue life; dynamic burnishing; fatigue characteristics
WPŁYW KULOWANIA ROZPROSZONEGO NA TRWAŁOŚĆ ZMĘCZENIOWą ELEMENTÓW KONSTRUKCYJNYCH POJAZDÓW
Streszczenie. Tematem artykułu jest zapoznanie się z obecnym stanem wiedzy z zakresu obróbki materiałowej metodą kulowania śrutem rozproszonym okrągłym powierzchni stalowych. W pracy przedstawiono analizę zagadnienia oraz badania własne poświęcone trwałości zmęczeniowej próbek wykonanych ze stali S355 J2+N poddanych kulowaniu oraz porównanie tych wyników z wytrzymałością próbek niepoddanych tej obróbce. Wyniki zostaną zaprezentowane na wykresach zmęczeniowych S-N w układzie podwójnie logarytmicznym.
Słowa kluczowe: kulowanie rozproszone; trwałość zmęczeniowa; dynamiczne nagniatanie; charakterystyki zmęczeniowe
1. WPROWADZENIE
Problemy maszyn i urządzeń przemysłowych są nierozerwalnie powiązane z pojęciem zmęczenia materiałów. Czynnikami mającymi największy wpływ na trwałość materiału są: warunki, w jakich jest on eksploatowany, mikrostruktura, skład chemiczny, właściwości fizyczne, a także sposób obróbki, jakiej został on poddany. Na skutek obciążeń eksploatacyjnych w elementach konstrukcji maszyn pojawiają się często pęknięcia zmęczeniowe. Przyrost długości pęknięć odbywa się w eksploatacyjnych stanach naprężeń [8]. Już w fazie projektowej podstawowym problemem, na jaki natrafiamy, jest trwałość zmęczeniowa projektowanego elementu. Do jej wyznaczania stosuje się metody analityczne oraz algorytmiczne, które opierają się na modelach naprężeniowych, odkształceniowych oraz energetycznych. W trakcie badania elementów konstrukcyjnych pod kątem zmęczenia materiałów wyznacza się charakterystyki zmęczeniowe, odnosząc badane modele do liczby cykli potrzebnych do zniszczenia elementu, np. przy kontrolowanej amplitudzie naprężenia uzyskamy (σa-Nf) [4, 6, 8]. Celem niniejszego artykułu jest przedstawienie wpływu obróbki powierzchniowej na poprawienie właściwości zmęczeniowej stali powszechnie stosowanej w przemyśle oraz jej dobór. Obecnie do poprawienia własności mechanicznych stali wykorzystuje się obróbki chemiczne, termiczne i mechaniczne. W swoich pracach Dzierwa i Dyląg udowadniają, że zastosowanie obróbki nagniatania ma wpływ na zwiększenie się właściwości zmęczeniowych zastosowanych materiałów [4, 6]. W zależności od doboru użytej obróbki możemy uzyskać materiał o podwyższonej odporności na korozję, większej twardości, odporności na ścieranie. W pracy zaprezentowano i opisano obróbkę kulowania rozproszonego kulką ceramiczną twardą 45-52 HRC o frakcji 2-2,36 mm. Wyniki badań zmęczeniowych dla materiału rodzimego i poddanego kulowaniu zaprezentowano w dalszej części pracy.
2. opis przyjętej metody obróbki warstwy wierzchniej
Jedną z metod mających na celu podwyższenie trwałości zmęczeniowej materiału jest kulowanie. Głównym celem takiej obróbki jest wzmocnienie warstwy wierzchniej elementów narażonych na działanie obciążeń zmiennych oraz na ścieranie (wały, korbowody, osie, koła zębate). W zależności od siły oraz charakteru, z jakim narzędzie nagniatające oddziałuje na powierzchnię materiału, proces ten możemy podzielić na dwa rodzaje: nagniatanie statyczne i dynamiczne [4, 10, 14]. W procesie dynamicznego nagniatania rozproszonego elementy robocze (kulki) nie są prowadzone w narzędziu w sposób określony i uporządkowany [5-7]. W związku z tym ich tory i prędkości są trudne do określenia. Odmianą tego procesu jest kulowanie strumieniowe, w którym na obrabianą powierzchnię kierowany jest strumień elementu roboczego za pośrednictwem dyszy spustowej. Urządzenie do kulowania strumieniowego przedstawiono na rys. 1 [10]. Źródłem energii kinetycznej kulek jest czynnik roboczy, najczęściej powietrze. Powoduje ono wypychanie kulek z komory magazynowej urządzenia do przewodów ciśnieniowych, na końcu których znajduje się dysza wykonana z materiału trudnościeralnego (najczęściej węglik uranu). Medium umacniające (kulka), zderzając się z powierzchnią obrabianego materiału, przekazuje mu swoją energię kinetyczną [5].
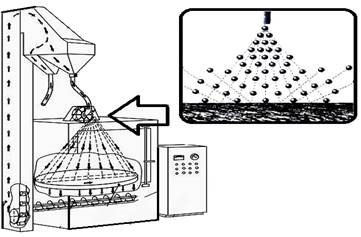
Rys. 1. Schemat urządzenia do kulowania strumieniowego
rozproszonego wraz z przykładem oddziaływania ziaren na powierzchnię kulowaną
[10]
Powoduje to powstawanie w warstwie wierzchniej materiału naprężeń ściskających, które są korzystne dla materiału w momencie poddania go zginaniu wahadłowemu lub rozciąganiu. W trakcie procesu kulowania rozproszonego w warstwie wierzchniej materiału występuje zmniejszanie się odległości między ziarnami oraz zmniejszenie się ich wielkości, a to wpływa bezpośrednio na zwiększenie jego wytrzymałości zmęczeniowej [14, 16]. Obraz struktur przed obróbką i po obróbce przedstawiono na rys. 2.
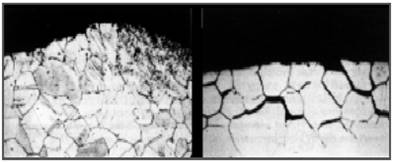
Rys.
2. Struktura warstwy wierzchniej materiału: po lewej stronie po
kulowaniu,
po prawej stronie przed kulowaniem [17]
Proces
nagniatania materiału zwiększa jego wytrzymałość zmęczeniową w stosunku do
materiału niepoddanego obróbce [6]. Obróbka warstwy wierzchniej w procesie
kulowania rozproszonego odznacza się większą skutecznością od innych obróbek
stosowanych powszechnie w przemyśle, jak np. szlifowanie twarde i miękkie [2, 4,
6, 14]. Proces ten wzmacnia także miejsca, w których występują spoiny (karby).
Spoiny wprowadzają do materiału naprężenia rozciągające, które w procesie
kulowania są redukowane przez wprowadzenie do materiału naprężeń ściskających, co
zwiększa ich trwałość zmęczeniową [9]. Innym istotnym aspektem wpływającym na
uzasadnienie zastosowania tej metody jest fakt, iż metoda kulowania
rozproszonego w odróżnieniu od walcowania czy nagniatania może być wykorzystywana
w przypadku elementów o skomplikowanej geometrii oraz stosunkowo dużych
gabarytach. Przykładem może być kulowany element ramy pojazdu lublin przeznaczonego
pod zabudowę specjalną, przedstawiony na rys. 3.

Rys. 3. Kulowanie elementów ramy oraz zawieszenia pojazdu lublin
pod zabudowę specjalną
W przypadku elementów o skomplikowanej budowie oraz elementów o stosunkowo dużych gabarytach możliwe jest stosowanie urządzeń z ruchomą dyszą spustową, umożliwiającą dotarcie do trudno dostępnych miejsc. Montaż dyszy kątowej umożliwia kulowanie wewnętrznej części rur czy kątowników.
3. materiał do badań
Materiałem użytym do badania była walcowana na gorąco blacha o grubości 12 mm wykonana ze stali ujętych w pozycjach literaturowych [12, 13, 15], oznaczonych jako S355 J2+N; skład chemiczny stali przyjętej do badań przedstawiono w tabeli 1. Jest to spawalna stal niskowęglowa, odznaczająca się wartością wymaganej minimalnej granicy plastyczności Re na poziomie 460 MPa [12]. Gatunek S355 J2+N to często stosowana niskostopowa stal konstrukcyjna o podwyższonej wytrzymałości. Właściwości wytrzymałościowe statyczne badanej stali zostały zaprezentowane w tabeli 2.
Tab. 1
Skład chemiczny badanej stali na podstawie analizy wytopu dla stali S 355
|
Udział masowy wybranych pierwiastków w %, reszta Fe |
|||||||||||||
|
C |
Mn |
Si |
P |
S |
Cr |
Ni |
Cu |
Al. |
Mo |
N |
Ti |
V |
Nb |
|
0,17 |
1,46 |
0,27 |
0,016 |
0,008 |
0,02 |
0,01 |
0,02 |
0,053 |
0,001 |
0,004 |
0,002 |
0,003 |
0,011 |
Tab. 2
Właściwości wytrzymałościowe statyczne badanej stali S 355
|
Re [MPa] |
Rm [MPa] |
A [%] |
Re/Rm |
Twardość HV5 |
|
391 |
516 |
33 |
0,76 |
160 |
Następnie materiał bazowy został poddany obróbce kulowania rozproszonego dynamicznego śrutem twardym. Powierzchnia próbek stalowych została przygotowana zgodnie z obowiązującą normą PN-EN ISO 11124-3:2000 [1, 11] na krycie powierzchni stalowych śrutem okrągłym w obróbce strumieniowo-ściernej. Ze względu na małe wymiary oraz prostą geometrię elementu wykorzystano urządzenie kabinowe z odzyskiem materiału roboczego.
4. badania zmęczeniowe
Do badań zmęczeniowych zostały zamodelowane i wykonane próbki prostokątne; na rys. 4 przedstawiono geometrię oraz wymiary próbek, kształt i wymiary próbek były identyczne zarówno dla materiału rodzimego, jak i dla materiału poddanego obróbce nagniatania dynamicznego. Badania zmęczeniowe przeprowadzono w laboratorium Politechniki Opolskiej na stanowisku do badań zmęczeniowych MZGS-100, próbki były poddawane czystemu zginaniu wahadłowemu.
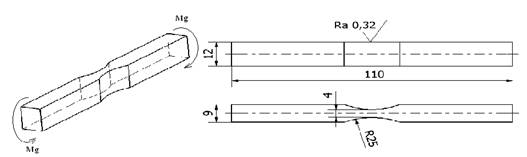
Rys. 4. Próbka do badań
zmęczeniowych [15]
5. Wyniki badań zmęczeniowych
Wyniki badań zmęczeniowych dla próbek
wykonanych z materiału rodzimego oraz poddanych kulowaniu przedstawiono w
postaci wykresów S-N na rys. 5
zgodnie
z założeniami modelu Basquina [8]. Amplitudy naprężeń wyznaczono z warunku
wytrzymałości przekroju na zginanie dla modelu ciała idealnie sprężystego [3].
Równania linii trendu zostały określone na podstawie testów zmęczeniowych oraz
przedstawione w postaci podwójnie logarytmicznej (zgodnie z propozycją
Basquina) opisanej wzorem [3]:
![]()
![]() (1)
(1)
gdzie: A, m - współczynniki, σa - naprężenie,
oraz zamieszczone w tabeli 3.
Tab. 3
Równania linii trendu dla Basquina zgodnie ze wzorem (1)
|
Materiał |
A |
m |
|
S355 |
29,92 |
10,04 |
|
S355 kulowana |
30,63 |
9,70 |
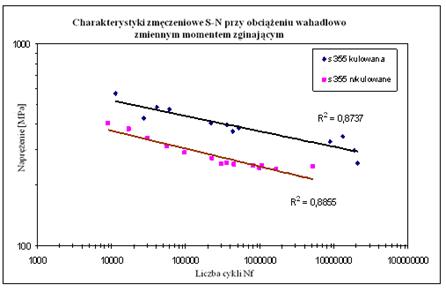
Rys. 5. Charakterystyki zmęczeniowe S-N badanych stali
6. wnioski
1. Z przeprowadzonych badań wynika, że zastosowanie metody kulowania rozproszonego śrutem twardym ma korzystny wpływ na zwiększenie wytrzymałości materiału rodzimego.
2. Kulowanie wprowadza naprężenia ściskające do materiału, które równoważą stan naprężeń rozciągających wprowadzanych do materiału w procesie spawania. Zwiększenie się strefy umocnionej w materiale jest wprost proporcjonalne do intensywności procesu oraz do zastosowanej twardości materiału utwardzającego.
3. W przypadku badanej stali S355 J2 + N zastosowany proces poprawił trwałość zmęczeniową stali. Skuteczność procesu była uzależniona od wielkości obciążenia, jakie oddziaływało na materiał w procesie zginania.
4. Dla materiału obciążonego (naprężenie σa rzędu 300 MPa) jej trwałość zmęczeniowa wzrastała o około 110%. Proces kulowania stali S355 J2 + N może być z powodzeniem stosowany w przypadku elementów konstrukcyjnych narażonych na dużą intensywność drgań, tj. elementów zawieszeń, osi, wałów.
References
1. Andziak J. 2001. „Strumieniowo-Ścierne przygotowanie
podłoży stalowych przed nanoszeniem powłok ochronnych zagadnienia techniczne i
normalizacyjne”. [In Polish: “Abrasive blasting preparation of steel substrates before
application of protective coatings technical issues and standardization”]. In Sympozjum Instytutu Mechaniki Precyzyjnej.
Hajnówka.
2.
Andziak J. 1988.
„Zwiększenie wytrzymałości zmęczeniowej metodą kulowania”. [In Polish:
„Increasing fatigue strength by shot peening”]. Prace Instytutu Mechaniki
Precyzyjnej 15.
3.
Basquin O.H. 1910. „The
experimental law of endurance test”. Proc. ASTM 10: 625-630. Philadelphia.
4.
Dzierwa A. 2004.
„Wpływ pneumokulowania na wytrzymałość zmęczeniową elementów z powłokami
chromowanymi”. [In Polish: “The impact of pneumo shot peening on the fatigue
strength of elements of chrome coatings”]. Mechanics 209 (62): P. 69-72.
5.
Dzierwa A. 2007.
„Wpływ nagniatania dynamicznego na wybrane właściwości elementów
z powłokami chromowymi”. Rozprawa doktorska. [In Polish: “Influence of shot peening on selected
properties of the elements of chrome coatings”. PhD Thesis]. Rzeszów:
Politechnika Rzeszowska.
6.
Dyląg Z., Z.
Orłoś. 1969. Wytrzymałość zmęczeniowa
materiałów. [In Polish: Fatigue strength of
materials]. Warszawa: WNT.
7.
Fedoryszyn A., T.
Piosik, L. Staszczak, P. Zyzak. 2010. „Efekty obróbki powierzchniowej
strumieniem śrutu”. [In Polish: “The effects of surface treatment shot blasted”] In XII
Konferencja Odlewnicza Technical: 19-31.
8.
Kurek M., T.
Łagoda, D. Katzy. 2014. „Comparison of fatigue characteristics of some selected materials”.
Materials testing (Materialprufung) 56 (2): 92-95.
9.
Nur Azida Che Lah, Ali Aidy, I. Napsiah, P.C. Lim, A.M.
Abdul. 2010. “The effect of controlled shot peening on fusion welded joints”. Materials
and Design 31: 312-324.
10. Piosik T. 2001. „Wirnikowe oczyszczarki
strumieniowo-ścierne”. [In Polish: „Rotary cleaner blast”]. In Materiały Sympozjum „Metody i środki do
strumieniowo-ściernego przygotowania podłoży metali pod powłoki ochronne”: 89. Instytut Mechaniki Precyzyjnej.
Hajnówka.
11. PN-EN ISO 11124-3:2000. Przygotowanie
podłoży stalowych przed nakładaniem farb i podobnych produktów. Wymagania
techniczne dotyczące metalowych ścierniw stosowanych w obróbce strumieniowo-ściernej.
Kulisty i ostrokątny śrut
z wysokowęglowego staliwa. [In Polish: Preparation of steel
substrates before application of paints and related products. The technical
requirements for metal abrasives used in abrasive blasting. Spherical and acute-angled
shot from high carbon steel].
12.
PN-EN 10025-1: 2005. Wyroby
walcowane na gorąco ze stali konstrukcyjnych. Część 1: Ogólne warunki
techniczne dostawy. [In Polish: Hot rolled products of structural steels. Part 1:
General technical delivery conditions].
13. PN-EN 10028-3: 2005. Wyroby
płaskie na urządzenia ciśnieniowe. Część 3: Stale spawalne drobnoziarniste
normalizowane. [In Polish: Flat
products for pressure. Part 3: Weldable fine grain normalized].
14. Schutz W. 1981. “Fatigue
life improvement of high-strenght materials by shot peening”. In: Conf.
Proc. ICSP-1: 423-434. Paris.
15. Szymaniec M., S. Kamiński, T. Łagoda. 2014. „Trwałość
zmęczeniowa wybranych stali konstrukcyjnych”. [In Polish: „Fatigue selected
structural steel”]. In XXVII Konferencja Naukowa Problemy Rozwoju Maszyn
Roboczych. Zakopane. In: Zeszyty Naukowe. Mechanika 103: 183-185.
Opole: Politechnika Opolska.
16. Zyzak P. 2010. „Analiza
wpływu parametrów strumienia śrutu na jakość powierzchni oczyszczonych odlewów”.
Rozprawa doktorska. [In Polish: “Analysis of the impact of the shot stream parameters
on the quality of surface treated castings”. PhD Thesis]. Kraków: Wydział Odlewnictwa AGH.
17.
Metal Improvemet Company.
Available at: http://www.metalimprovemet.co.uk.

Projekt Stypendia doktoranckie – inwestycja w kadrę naukową województwa opolskiego II współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Received 20.10.2014; accepted in revised form 20.05.2015
![]()
Scientific Journal of Silesian
University of Technology. Series Transport is licensed under a Creative
Commons Attribution 4.0 International License